 您好, 欢迎来到环保在线
您好, 欢迎来到环保在线

 15
15产品分类品牌分类
-
地埋式污水处理设备 一体化污水处理设备 生活污水处理设备 食品污水处理设备 屠宰污水处理设备 养殖污水处理设备 油墨污水处理设备 小型污水处理设备 医院污水处理设备 蔬菜清洗污水处理设备 塑料清洗污水处理设备 造纸污水处理设备 餐饮污水处理设备 洗砂污水处理设备 洗涤污水处理设备 制药污水处理设备 石材厂污水处理设备 乳制品污水处理设备 重金属污水处理设备 氨氮污水处理设备 高盐废水处理设备 含油污水处理设备 工业污水处理设备 酒精污水处理设备 饮料加工污水处理设备 矿井污水处理设备 乳化液污水处理设备 酒店污水处理设备 淀粉污水处理设备 皮革生产污水处理设备 冷藏厂污水处理设备 游泳池污水处理设备 洗浴污水处理设备 实验室污水处理设备 印染污水处理设备 洗车污水处理设备 景观污水处理设备 喷漆污水处理设备 化工污水处理设备 其他污水处理设备

吉丰环保浅析处理电镀废水的多种方法
常见的电镀废水处理工艺通常是采用传统化学处理法对不同种类的废水进行分类处理,从而达到回收重金属且使废水达标排放的目的〔1, 2, 3〕。然而,随着《电镀污染物排放标准》( 发布稿) (GB 21900— 2008)的发布,N、P、COD 等污染物的排放标准更加严格,仅仅采用传统化学处理并不能很好地达到排放标准的要求。MBR 是一种新兴的污水处理工艺,具有处理效果好,占地面积省,抗冲击负荷能力强等诸多优点。将MBR 用于工业污水的处理国内外近年来研究较多,并已经有了实际应用,实践证明采用化学处理结合MBR 的新工艺处理工业污水效果很好〔4, 5, 6〕。某电镀工业园每天产生大量电镀废水,因其电镀产品种类较多,所产生的废水水质也较复杂。设计采用化学处理结合A2/O-MBR 的新工艺对园区的络合废水及前处理废水进行处理,将传统化学处理作为生化段的预处理工艺,后接A2/O-MBR 工艺以强化去除COD 及脱氮除磷的效果。工程建成调试完成后经过几个月的连续监测表明,经过本工艺处理后的出水水质优良,且本工艺具备较强的抗冲击负荷能力
1 废水水量及水质情况
1.1 设计进水水量及水质
本工艺处理的对象为园区内车间排放的电镀前处理废水及络合废水,项目前期对车间排放废水进行水量调查及取样分析得到前处理废水设计水量为750 m3/d,设计进水水质:pH 为4~8,水中所含污染物主要为COD、氨氮和总磷,分别为600、20、5 mg/L; 络合废水设计水量为250 m3/d,设计进水水质:pH 为6~8,所含污染物主要为COD、总铜、总镍、总锌、氨氮和总磷,分别为300、60~120、20、20~60、 200、20 mg/L。
1.2 生化系统进水水质要求
上述两类废水显然都达不到生化进水要求,必须经过各自的预处理后方能进入A2/O-MBR 系统。因此设计先采用传统工艺对废水进行分类预处理,经过预处理的生化进水所要求的水质指标如下: COD 300 mg/L 左右,氨氮30~35 mg/L,总磷3~6 mg/L,SS 不超过50 mg/L,总铜、总镍、总锌均低于0.5 mg/L。
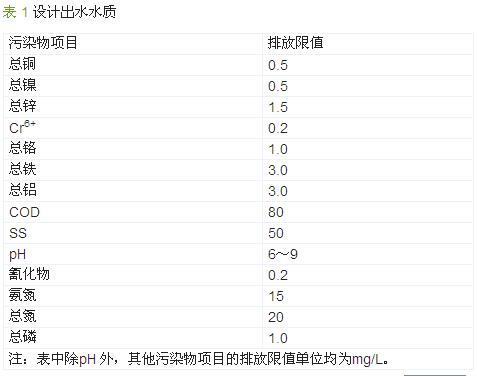
1.3 设计出水水质
设计出水水质以《电镀污染物排放标准》(发布稿)(GB 21900—2008)规定的表 2 的排放标准为依据,具体指标如表 1 所示。
2 处理工艺
2.1 工艺选择
MBR 反应器具有处理效果好,占地面积小,抗冲击负荷能力强等优良特性,综合考虑,决定采用化学处理结合A2/O-MBR 的工艺。化学处理作为 A2/O-MBR 工艺的预处理,主要目的是去除绝大部分重金属,降低对活性污泥的毒害。由于络合废水含有较高的氨氮,为了减轻A2/O-MBR 工艺的脱氮负荷,采用吹脱的方式对废水进行处理。厌氧池的作用主要是水解酸化以提高废水的可生化性。经过预处理的废水经pH 回调后送入生化处理系统。
预处理过程如下: 络合废水先采用双氧水破络,然后进行加碱混凝沉淀处理,沉淀后出水进行氨氮吹脱处理。前处理水由于含有油类物质,先做混凝气浮,再进行加碱混凝沉淀。
具体的处理流程如图 1 所示。
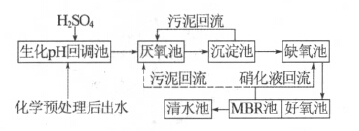
图 1 A2/O-MBR 工艺流程
由图 1 可见,经预处理后的混合废水入pH 回调池,加酸将废水的pH 调节为9~9.5。经pH 回调后的废水进入厌氧池,厌氧池设计较大,总的停留时间较长,在起到水解酸化作用的同时也起到了生化调节池的作用。厌氧池后接两沉淀池,沉淀厌氧活性污泥回流,上清液进入缺氧池。缺氧池DO 较低,主要完成反硝化的作用。缺氧池出水进入好氧池,好氧池末端连接MBR 池。此工段主要完成硝化反应, MBR 池可以截留几乎所有活性污泥,使出水水质澄清,且使得硝化细菌得以大量增殖,加强了硝化的效果。MBR 池出水进入清水池后排放。MBR 池硝化液回流入缺氧池,并另设回流管使部分污泥回流入厌氧池。
2.2 主要构筑物参数及设备选型
(1)生化pH 回调池。由于经过物化预处理后的电镀废水呈碱性,不能直接进入生化系统,因此在厌氧池前设置一个pH 回调池,通过pH 自动控制系统控制H2SO4 加入量,使废水的pH 维持在9.5~10。处理水量62.5 m3/h,尺寸为2.2 m×2.2 m×2.5 m,钢砼结构,地上2.5 m。
(2)厌氧池。厌氧池4 格串联,单格尺寸为12.0m× 3.85 m×6 m,总停留时间为21 h。每个厌氧池均在对角线的位置设有两个潜水搅拌器,池间过流孔上下交错布置,以改善池内的水力条件,更好地起到水解酸化及水质调节的作用。钢砼结构,地上2.5 m,地下 3.5 m。
(3)沉淀池。尺寸为28.85 m×3.5 m×6 m,设计停留时间11.5 h,钢砼结构,地上2.5 m,地下3.5 m。(4)缺氧池。尺寸为4.5 m×17 m×6 m,设计停留时间8 h,对角线的位置设有两个潜水搅拌器,钢砼结构,地上2.5 m,地下3.5 m。
(5)好氧池。并排4 格,单池尺寸为11 m×2.85 m× 6 m,曝气使DO 维持在2~4 mg/L,钢砼结构,地上 2.5 m,地下3.5 m。
(6)MBR 池。4 个,连接在好氧池末端,单池尺寸为8 m×2.85 m×3.4 m,曝气使DO 维持在2~4 mg/L,钢砼结构,地上2.5 m,地下0.9 m。(7)MBR 膜组件。采用PVDF 帘式中空膜组件,总面积为6 000 m2。
(8)好氧池风机。2 个,1 用1 备,设计风量为20 m3/min。
(9)MBR 电磁阀、真空罐及自吸泵。设4 个电磁阀、2 个水环式真空泵及4 个自吸泵,通过自控系统控制电磁阀、真空泵及自吸泵的启闭,实现每个 MBR 池每出水4 min 后停12 min 继续出水。自吸泵 Q≥15 m3/h,H≥10 m,根据真空罐内的液位控制自吸泵开启数量。
(10)硝化液回流泵。2 个,1 用1 备。Q≥100 m3/h, H≥15 m。进水管由MBR 池底接出,通过调节出水管阀门调节回流比,正常运行中回流比设为200%。
(11)污泥回流泵。2 个,可同时开启。Q≥10 m3/h,H≥10 m。
(12)自动控制系统。1 套,可设置为全自动模式及手动模式,用于控制MBR 池的出水。
3 系统调试运行
3.1 系统的启动及调试
本工程于2011 年3 月建成并开始调试,由于厌氧池调试耗时较长,整个调试过程持续近8 个月。生化系统调试行污泥培养,种泥来自附近一个市政污水厂。养泥过程中硝化液回流系统及曝气系统正常开启,使缺氧池和好氧池中污泥形成循环,每日监测MBR 池中的MLSS、SVI、COD、氨氮、总磷等指标,于缺氧池中投加葡萄糖、尿素和磷酸二氢钾使 COD、氨氮、总磷分别补充到400、20、4 mg/L。由于条件适宜,养泥过程中污泥量增加很快。连续运行两周后开始驯化,此时MBR 池中MLSS 达到3 000 mg/L, SV30 已达到约25%,SVI 为85 mL/g,沉降污泥絮体呈淡黄色,污泥的各项指标均达到比较好的状态。驯化开始后逐步将化学处理部分的出水导入厌氧池,并通过厌氧池进入缺氧池中,在进水的同时开启MBR 的出水装置,保证每日进出水量平衡,以维持池中水量的稳定。驯化过程中每日监测4 次进水中重金属含量,确保进水重金属含量符合设计要求,以保障生化系统的安全运行。每日监测MBR 池中 MLSS、SVI、COD、氨氮、总磷等指标以及出水的 COD、氨氮、总磷含量,通过出水水质情况来考察活性污泥对污水的适应性。同时继续于缺氧池中投加葡萄糖补充COD,而不再补充N、P。考虑到正常运行时的进水水质情况及控制成本,葡萄糖投加量控制在使COD 补充到300 mg/L。
从养泥开始到完成驯化MBR 池内MLSS 变化情况如图 2 所示。
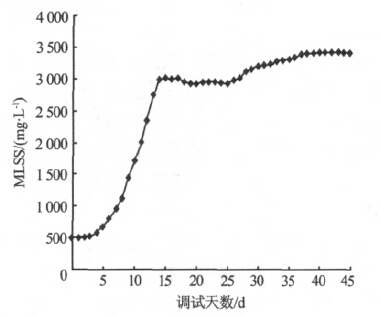
图 2 MBR 池内MLSS 随时间变化情况
由图 2 可见,驯化开始后MBR 池内MLSS 增速放慢,趋于停滞,随后又有一定的下降,说明池内的部分微生物因为不适应处理水质遭到淘汰,一段时间后又呈稳定缓慢上升趋势,并zui终稳定在3 500 mg/L 左右,说明此时基本完成驯化。
在保证活性污泥性状及出水水质稳定的前提下,经过了大约30 d 完成驯化,此时停止人工投加营养物。驯化初期MBR 出水水质尚可,COD 达标,氨氮和总磷超标。随着驯化的继续进行,出水氨氮仍然偏高,甚至比驯化初期更高一些,而总磷有一定程度的降低。分析原因可能是:
(1)由于硝化细菌的生长周期较长,此时还未大量增殖,池内硝化作用强度不够,从而导致氨氮 去除速率慢。
(2)驯化初期进的工业污水较少,经过稀释后对活性污泥微生物的毒性大大降低。但是随着驯化过程的继续,工业污水进水比例增加,池中重金属的积累使得部分微生物无法适应而遭淘汰,其中可能包含具有硝化功能的微生物,使得活性污泥的硝化能力降低,出水氨氮高。
(3)工业污水的引入所造成的冲击使得池内微生物总量减少,且污泥活性有一定降低,生物增长速度放慢,对N、P 等的需求自然也就降低,从而使得出水的氨氮和总磷含量偏高。驯化阶段MBR 出水的COD、氨氮、总磷变化情况如图 3 所示。
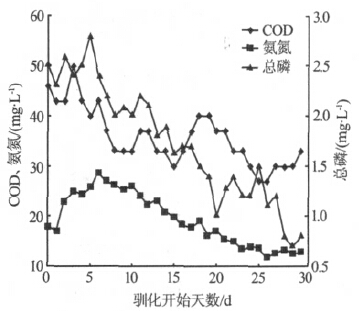
图 3 驯化阶段MBR 出水COD、氨氮、总磷变化情况
由图 3可见,到驯化后期,随着活性污泥微生物逐渐适应水质,污泥量有所增加,MBR 出水的各项指标也趋于正常,基本达到排放标准要求。好氧池驯化完成后开始逐步将部分回流硝化液分流至厌氧池前端,开启沉淀池污泥回流系统,开始厌氧污泥的培养驯化过程,此过程持续近6 个月后整个生化系统开始进入正常运行阶段。整个调试过程均未排泥,到调试末期污泥稳定在3 500 mg/L 左右,相对于处理市政污水的MBR,其污泥浓度不高,分析原因是由于进水含有微量重金属,含盐量较高, COD 本身较低,不利于反应器内污泥浓度的提高,然而从出水效果来看,低负荷运行状态的MBR 出水水质仍然很好。
3.2 工艺运行效果
厌氧池开始调试后即每天对生化系统进出水进行日常水质监测。运行中控制好进水水质在设计范围内,DO 控制为2~4 mg/L,硝化液回流比200%, MLSS 稳定在3 500 mg/L 左右。从监测结果来看,系统出水水质良好、运行稳定、抗冲击负荷能力较强,经本工艺处理后出水水质达到甚至优于《电镀污染物排放标准》(发布稿)(GB 21900—2008)中的要求。随着厌氧池调试进程的推进,出水水质有进一步提高,具体进出水水质情况如表 2 所示。

4 工程投资与运行费用
本工程总投资550 万元,其中MBR 膜组件费用为85 万元。化学预处理部分运行费用如下:药剂费2.08 元/m3,电费1.80 元/m3,人工费0.36 元/m3,折旧及设备维护费0.30 元/m3; 生化部分运行费用如下:电费1.20 元/m3,折旧及设备维护费1.16 元/m3,总运行费用为6.9 元/m3。
5 结论
(1)采用传统化学沉淀法和A2/O-MBR 相结合的工艺处理电镀废水效果好,在生化段进水COD 250~350 mg/L,氨氮45~60 mg/L,总磷2.0~3.0 mg/L,总铜、总镍、总锌均低于0.5 mg/L,DO 控制为2~4 mg/L,硝化液回流比200%,MLSS 在3 500 mg/L 左右的运行条件下,MBR 出水水质良好且稳定,达到《电镀污染物排放标准》( 发布稿) (GB 21900— 2008)中的排放要求。
(2)由于电镀污水水质的特殊性,A2/O-MBR 进水含有微量重金属,盐度较高,COD 较低,本工艺正常运行状态的污泥质量浓度相对不高,稳定在3 500 mg/L 左右,但这并没有对处理效果产生不利影响。整个处理系统具有较强的抗冲击负荷能力,MBR 的使用对于出水水质的提高具有重要的作用。
(3)电镀废水中所含重金属等有毒物质对活性污泥毒害很大,因此需要在生化系统之前采用传统化学沉淀法对废水进行预处理,使其对活性污泥的毒害降到zui低。

