
 |
浙江三精阀门有限公司
主营产品: 截止阀,减压阀,旋塞阀,水力控制阀 |


- AH42F安全回流阀、A42F液化石油气安全阀
- A47H弹簧微启式安全阀 蒸汽安全阀
- A21F、A21H、A21Y 弹簧安全阀
- 外螺纹安全阀 不锈钢安全阀
- A27H型弹簧微启式安全阀
- A47H/W带扳手弹簧微启式安全阀
- A21F、A21H、A21Y弹簧微启式外螺纹安全阀
- YA40Y型带散热器弹簧全启式安全阀
- A61H-160-320弹簧微启式高压安全阀(焊接式)
- A48Y、A44Y型带扳手弹簧全启式安全阀
- A38Y、A37H、A43H型双联弹簧式安全阀
- A41Y不锈钢高压安全阀
- AY42H法兰式安全溢流阀
- A46F先导式安全阀
- GYA系列液压安全阀
- A42Y-160/320弹簧全启封闭式高压安全阀
- 弹簧全启封闭式安全阀
- A42Y-1000全启式超高压安全阀
- 高温高压安全阀
- A41H弹簧微启封闭式安全阀
- 低压气体减压阀
- 低压水用减压阀
- 高温蒸汽减压阀
- 304蒸汽减压阀
- 碳钢水用减压阀
- 碳钢高灵敏减压阀
- Y43W不锈钢蒸汽减压阀
- YK43F不锈钢氮气减压阀
- 高灵敏蒸汽稳压阀
- 国标蒸汽减压阀
- Y44H法兰连接波纹管减压阀
- YK43F法兰连接气体减压阀
- Y43H法兰连接蒸汽减压阀
- Y42X法兰连接水用减压阀
- YZ11X-16P,10P三精不锈钢支管减压阀,温州不锈钢支管减压阀,永嘉不锈钢支管减压阀
- YK43F,YK43X永嘉县气体减压阀,温州市气体减压阀,三精气体减压阀
- Y44H-16C永嘉县波纹管减压阀,温州市波纹管减压阀,三精波纹管减压阀
- SY42X-16C,25C,40C三精煤矿专用减压阀,永嘉县煤矿专用减压阀,温州市煤矿专用减压阀
- Y45H-16C,25C,40C三精杠杆式蒸汽减压阀,永嘉杠杆式蒸汽减压阀,温州杠杆式蒸汽减压阀
- YZ11X-10T,16T永嘉黄铜支管式减压阀,温州黄铜支管式减压阀,三精黄铜支管式减压阀
- 200P-10T,16T永嘉县水用减压阀,温州市水用减压阀,三精水用减压阀
- Y13H-16C永嘉县内螺纹蒸汽减压阀,温州市内螺纹蒸汽减压阀,三精内螺纹蒸汽减压阀
- Y42X-16C永嘉县弹簧薄膜式减压阀,温州市弹簧薄膜式减压阀,三精弹簧薄膜式减压阀
- YG43H-16C永嘉高灵敏度蒸汽减压阀,温州高灵敏度蒸汽减压阀,三精高灵敏度蒸汽减压阀
- Y43H-16C永嘉县活塞式蒸汽减压阀,温州市活塞式蒸汽减压阀,三精活塞式蒸汽减压阀
- Y44H-16C-25C-40C铸钢波纹管减压阀,法兰波纹管减压阀,不锈钢蒸汽波纹管减压阀
- YZ11X-16P不锈钢支管式减压阀,不锈钢螺纹支管式减压阀,丝扣螺纹支管式减压阀
- YK43F/X-16C,16P,25P不锈钢气体减压阀,不锈钢氮气减压阀,不锈钢空气减压阀
- SY42X-16C,16P,25P铸钢煤矿专用减压阀,不锈钢煤矿专用减压阀,三精煤矿专用法兰减压阀
- Y45H,Y45H不锈钢杠杆式蒸汽减压阀,法兰杠杆式蒸汽减压阀,铸钢杠杆式蒸汽减压阀
- YZ11X-16T螺纹支管式减压阀,黄铜支管式减压阀,全铜支管式减压阀
- 200P-16P,16T黄铜螺纹减压阀,全铜丝扣减压阀,水用螺纹减压阀
- Y13H-16C,16P铸钢活塞式螺纹减压阀,不锈钢丝扣蒸汽减压阀,硬密封螺纹蒸汽减压阀
- Y42X-16C,25C,40C,16P不锈钢弹簧薄膜式减压阀,法兰式液体减压阀,铸钢水用减压阀
- YG13H-16C,16P高灵敏度内螺纹蒸汽减压阀,不锈钢螺纹高灵敏蒸汽减压阀,铸钢螺纹高灵敏蒸汽减压阀
- YG43H-16C-16P高灵敏度蒸汽减压阀,法兰式高灵敏度蒸汽减压阀,内螺纹高灵敏度蒸汽减压阀
- Y43H-16C,25C,16P不锈钢法兰蒸汽减压阀,铸钢法兰蒸汽减压阀,三精活塞式蒸汽减压阀
- 气体减压阀
- 蒸汽减压阀
- 螺纹减压阀
- 液体减压阀
- YK43F气体减压阀
- YZ11X支管式减压阀
- Y42X薄膜弹簧减压阀
- Y45H/Y杠杆式蒸汽减压阀
- 内螺纹活塞式蒸汽减压阀
- YD43先导式超大膜片高灵敏度减压阀
- Y43H/Y型先导活塞蒸汽减压阀
- 先导式超大膜片高灵敏度减压阀
- Y43X-A比例式减压阀
- 固定比例式减压阀
- YG43H/Y型高灵敏度蒸汽减压阀
- YK43X/F/Y型先导活塞式气体减压阀
- 内螺纹高灵敏度蒸汽减压阀
- 内螺纹先导活塞式蒸汽减压阀
- Y44H波纹管减压阀
- 不锈钢低压止回阀
- 高压承插焊止回阀
- H72Y-100C高压对夹立式止回阀
- HC42X法兰连接*止回阀
- H42X法兰连接铸钢蝶阀
- HQ41X法兰连接球形止回阀
- H76H法兰连接蝶型止回阀
- H42H法兰连接立式止回阀
- H41H法兰连接止回阀
- H41F46-16C三精铸钢衬氟止回阀,永嘉县铸钢衬氟止回阀,温州铸钢衬氟止回阀
- HC42X三精软密封*式止回阀,永嘉铸钢*式止回阀,温州球铁*式止回阀
- H72Y三精对夹式高压止回阀,永嘉对夹式高压止回阀,温州对夹式高压止回阀
- H11Y,H61Y三精锻钢内螺纹止回阀,永嘉锻钢焊接止回阀,温州升降式锻钢止回阀
- H42X,H42W三精铸钢法兰底阀,永嘉铸钢法兰底阀,温州铸钢法兰底阀
- H12W-10T,16T三精黄铜内螺纹止回阀,永嘉黄铜内丝止回阀,温州全铜内螺纹止回阀
- H12W三精立式丝口止回阀,永嘉立式内螺纹止回阀,温州立式内丝止回阀
- H14W三精旋启式螺纹止回阀,永嘉旋启式螺纹止回阀,温州旋启式丝口止回阀
- HQ45X三精微阻球形止回阀,温州微阻球形止回阀,永嘉微阻球形止回阀
- HQ41X三精铸铁球形止回阀,永嘉铸钢球形止回阀,温州铸铁球形止回阀
- HC41三精铸铁消声止回阀,永嘉不锈钢消声止回阀,温州铸铁消声止回阀
- HC41X三精全铜消声止回阀,永嘉全铜消声止回阀,温州全铜消声止回阀
- HC44X永嘉橡胶瓣止回阀,三精橡胶瓣止回阀,温州橡胶瓣止回阀
- H76H,H76X三精对夹式蝶型止回阀,永嘉对夹式蝶型止回阀,温州对夹式蝶型止回阀
- H74X,H74H三精对夹式薄型止回阀,永嘉对夹式薄型止回阀,温州对夹式薄型止回阀
- H71H三精对夹升降式止回阀,永嘉对夹升降式止回阀,温州对夹升降式止回阀
- HH44X三精软密封微阻缓闭止回阀,化工部微阻缓闭止回阀,法兰式微阻缓闭止回阀
- H42H三精不锈钢立式法兰止回阀,永嘉不锈钢立式法兰止回阀,温州碳钢立式法兰止回阀
- HH48X、HH49X三精微阻缓闭封消声止回阀,永嘉微阻缓闭封消声止回阀,温州微阻缓闭封消声止回阀
- H41H三精升降式法兰止回阀,永嘉升降式法兰止回阀,温州升降式法兰止回阀
- H44H三精旋启式法兰止回阀,永嘉旋启式国标止回阀,温州旋启式四氟止回阀
- HC42X铸铁*式止回阀,铸钢*式止回阀,不锈钢*式止回阀
- H72Y-100,160,320不锈钢对夹高压止回阀,锻钢对夹高压止回阀,电站对夹高压止回阀
- H11H,H11W,H11Y 高压螺纹止回阀,锻钢螺纹止回阀,电站高压螺纹止回阀
- H42X-10,16C,16P不锈钢法兰底阀,铸铁法兰底阀,铸钢法兰底阀
- H12W-10T,16T黄铜立式螺纹止回阀,黄铜立式丝扣止回阀,全铜立式丝扣止回阀
- H12W-16P,25P,40P不锈钢立式螺纹止回阀,立式丝扣止回阀,三精立式螺纹止回阀
- H14W-16P,25P,40P不锈钢旋启式螺纹止回阀,丝扣旋启式止回阀,耐腐蚀螺纹止回阀
- HQ45X-10,16C铸铁微阻球形止回阀,铸钢微阻球形止回阀,三精微阻球形止回阀
- HQ41X-10,16C,16P铸铁球形止回阀,铸钢球形止回阀,不锈钢球形止回阀
- HC41X-16P不锈钢消声止回阀,铸铁消声止回阀,铸钢消声止回阀
- H76W-16P,25P,40P不锈钢对夹蝶型止回阀,硬密封对夹蝶型止回阀,管道对夹蝶型止回阀
- HC44X-10,16C铸铁橡胶瓣止回阀,铸钢橡胶瓣止回阀,软密封橡胶瓣止回阀
- HC41X-16T全铜消声止回阀,黄铜消声止回阀,立式消声止回阀
- H76X-16C,16P对夹软密封止回阀,蝶型软密封止回阀,不锈钢对夹橡胶止回阀
- H74X-16C,16P不锈钢对夹薄型止回阀,铸钢对夹薄型止回阀,美标对夹薄型止回阀
- H71H-16C,16P,16T铸钢对夹升降式止回阀,不锈钢对夹升降式止回阀,黄铜对夹升降式止回阀
- HH44X-10,16C微阻缓闭止回阀,铸钢微阻缓闭止回阀,铸铁微阻缓闭止回阀
- H42W-16C,16P,25P,40P不锈钢立式止回阀,法兰立式止回阀,铸钢立式止回阀
- H41W-16P,25P,40P不锈钢升降式止回阀,铸钢升降式止回阀,法兰升降式止回阀
- H44H-16C,H44W-16P不锈钢旋启式止回阀,铸钢旋启式止回阀,美标旋启式法兰止回阀
- 旋启式止回阀
- 对夹式止回阀
- *止回阀
- 升隆式止回阀
- 立式止回阀
- 球形止回阀
- 微阻缓闭止回阀
- 水锤压力小的止回阀
- H76H对夹式止回阀
- H41X/W-16P不锈钢消声止回阀
- H71H/W对夹升降式全铜止回阀
- H71H/W对夹升降式止回阀
- H44H旋启式止回阀
- 不锈钢升降式止回阀
- H14W丝口旋启式止回阀
- 磅级电站旋启式止回阀
- H42Y升降式高压止回阀
- H42H/W立式止回阀
- H14W旋启式内螺纹止回阀
- H44W不锈钢旋启式止回阀
- HQ45X微阻球形止回阀
- H76H/W对夹双瓣式蝶型止回阀
- H42H/W不锈钢法兰立式止回阀
- H14W内螺纹止回阀
- H41X/W全铜消声止回阀
- 300X缓闭止回阀
- 高压止回阀
- 消声止回阀
- 锻钢焊接止回阀
- 丝扣止回阀
- HC44X橡胶瓣止回阀
- 175H48Y型空排止回阀
- 电站止回阀
- HC41X节能梭式止回阀
- 黄铜丝口安全阀
- 铸钢高压丝口安全阀
- 铸钢水平安装安全阀
- 铸钢水用安全阀
- A48Y铸钢高压蒸汽安全阀
- 不锈钢蒸汽安全阀
- HFA72W法兰连接真空安全阀
- GYA法兰连接液压安全阀
- A48Y法兰连接高温安全阀
- A42Y法兰连接全启式安全阀
- A41Y法兰连接高压安全阀
- A41H法兰连接微启式安全阀
- A48Y三精手柄弹簧全启式安全阀,永嘉手柄弹簧全启式安全阀,温州手柄弹簧全启式安全阀
- SFA98W三精真空负压安全阀,永嘉真空负压安全阀,温州真空负压安全阀
- GYA永嘉液压安全阀,温州液压安全阀,浙江液压安全阀
- GA41H三精单杠杆安全阀,永嘉单杠杆安全阀,温州单杠杆安全阀
- GA44H三精双杠杆安全阀,永嘉双杠杆安全阀,温州双杠杆安全阀
- A49H三精高温高压主安全阀,永嘉县高温高压主安全阀,温州高温高压主安全阀
- A40Y三精带散热器安全阀,永嘉县带散热器安全阀,温州市带散热器安全阀
- A48SH三精高温高压安全阀,永嘉县高温高压安全阀,温州市高温高压安全阀
- AY42H,YA802Y三精安全溢流阀,永嘉县安全溢流阀,温州市安全溢流阀
- A61Y三精焊接式安全阀,永嘉县焊接式安全阀,温州市焊接式安全阀
- AQ三精空压机安全阀,永嘉县空压机安全阀,温州空压机安全阀
- A28H三精全启式外螺纹安全阀,永嘉县全启式外螺纹安全阀,温州市全启式外螺纹安全阀
- A27H三精手柄螺纹安全阀,永嘉县手柄螺纹安全阀,温州市手柄螺纹安全阀
- A21Y,A21HA,A21F三精微启式外螺纹安全阀,永嘉县微启式外螺纹安全阀,温州市微启式外螺纹安全阀
- A38Y三精弹簧式双联安全阀,永嘉县弹簧式双联安全阀,温州市弹簧式双联安全阀
- AHN42F三精平行式安全回流阀,永嘉县平行式安全回流阀,温州市平行式安全回流阀
- A42F软密封安全阀,四氟安全阀,零泄漏安全阀
- A42Y三精弹簧式全启安全阀,永嘉县弹簧式全启安全阀,温州市弹簧式全启安全阀
- A47H三精蒸汽安全阀,永嘉县蒸汽安全阀,温州市蒸汽安全阀
- A42Y-160C,320P三精弹簧全启高压安全阀,永嘉县弹簧全启高压安全阀,温州市弹簧全启高压安全阀
- A41Y三精不锈钢高压安全阀,温州市不锈钢高压安全阀,永嘉县不锈钢高压安全阀
- A41H三精微启封闭式安全阀,永嘉县微启封闭式安全阀,温州市微启封闭式安全阀
- A42Y超高压安全阀,超高压蒸汽安全阀,锻钢超高压安全阀
- A48Y带手柄蒸汽安全阀,带手柄法兰安全阀,弹簧全启式安全阀
- HFA72W-10R,10P不锈钢真空安全阀,不锈钢负压安全阀,三精真空安全阀
- GYA储蓄罐液压安全阀,石油液压安全阀,不锈钢液压安全阀
- AX46F-16C,25C,40C蒸汽先导式安全阀,铸钢先导式安全阀,不锈钢先导式安全阀
- GA41H,GA51H单杠杆安全阀,碳钢单杠杆安全阀,蒸汽单杠杆安全阀
- GA44H-16C,25C,40C铸钢双杠杆安全阀,蒸汽双杠杆安全阀,不锈钢双杠杆安全阀
- A49H-16C,25C,40C铸钢主安全阀,蒸汽主安全阀,三精主安全阀
- A40Y不锈钢电站安全阀,铸钢高温蒸汽安全阀,带散热器蒸汽安全阀
- A48SH-16C,25C,40C铸钢高温安全阀,带散热器铸钢安全阀,法兰式高温高压安全阀
- AY42Y-160P,320P,400P不锈钢安全阀溢流阀,法兰式高压安全溢流阀,螺纹高压安全溢流阀
- A61Y-16C,16P不锈钢焊接安全阀,铸钢焊接安全阀,蒸汽焊接安全阀
- AQ不锈钢空压机安全阀,不锈钢压缩机安全阀,三精丝扣空压机安全阀
- A28W-16P,25P,40P不锈钢螺纹蒸汽安全阀,全启式丝扣蒸汽安全阀,三精蒸汽螺纹安全阀
- A27H,A27W,A27T不锈钢外螺纹安全阀,黄铜螺纹连接安全阀,铸钢丝扣连接安全阀
- A21H-16C,25C,40C铸钢丝扣安全阀,微启式丝扣安全阀,弹簧式螺纹安全阀
- A38Y双联安全阀,不锈钢双联安全阀,法兰式双联安全阀
- AHN42F-18C碳钢平行式安全阀,平行式回流阀,平行式封闭式安全阀
- A42F-16C铸钢液化气安全阀,法兰液化气安全阀,全启式液化气安全阀
- A42Y-16P,25P,40P不锈钢全启式安全阀,全启式法兰安全阀,铸钢全启式安全阀
- A47H-16C,16P,25带手柄微启式安全阀,不锈钢法兰安全阀,三精气体安全阀
- A42Y-100P,160P,320P不锈钢高压安全阀,弹簧全启式高压安全阀,液体高压安全阀
- A41Y-160C,320C铸钢供应安全阀,弹簧微启式高压安全阀,法兰式高压安全阀
- A41H-16C,25C,40C微启式铸钢安全阀,弹簧式不锈钢安全阀,微启式法兰安全阀
- GYA液压安全阀
- AQ空压机安全阀
- 真空安全阀
- 杠杆安全阀
- 高温高压安全阀
- 弹簧全启式安全阀
- 弹簧微启式安全阀
- 丝扣安全阀
- 双联弹簧式安全阀
- 安全回流阀
- 不锈钢锻钢闸阀
- 锻钢波纹管截止阀
- 国标铸钢平板闸阀
- -196度低温闸阀
- 碳钢高压排渣闸阀
- 球墨铸铁暗杆电动闸阀
- 高温高压快速排污阀
- 碳钢大口径衬氟闸阀
- Z41H锅炉蒸汽闸阀
- Z41Y美标高压对焊闸阀
- Z41H法兰连接锻钢闸阀
- Z41T铜芯单闸板闸阀
- DZ41W高压低温闸阀
- Z44T法兰连接双闸板闸阀
- Z45T法兰连接铜芯闸阀
- Z15T丝扣连接铜芯闸阀
- Z41X法兰连接明杆闸阀
- Z44H法兰连接排污闸阀
- Z45H硬密封暗杆闸阀
- Z41W法兰连接不锈钢闸阀
- Z941H法兰连接电动闸阀
- Z41H法兰连接闸阀
- Z61H永嘉县锻钢对焊闸阀,温州市锻钢对焊闸阀,三精生产锻钢对焊闸阀
- Z41H永嘉县锻钢法兰闸阀,温州市锻钢法兰闸阀,三精生产锻钢法兰闸阀
- DZ41W永嘉县不锈钢低温闸阀,温州市不锈钢低温闸阀,三精低温钢闸阀
- Z41T永嘉县铸铁铜芯明杆闸阀,温州市铸铁铜芯明杆闸阀,三精铸铁铜芯明杆闸阀
- Z44T永嘉县双闸板闸阀,温州市双闸板闸阀,三精双闸板闸阀
- Z45T永嘉县铸铁法兰闸阀,温州市铸铁法兰闸阀,三精铸铁法兰闸阀
- Z15T-10永嘉县铸铁丝口闸阀,温州市铸铁丝口闸阀,三精铸铁丝口闸阀
- Z41X永嘉县铸钢软密封闸阀,温州市铸钢软密封闸阀,三精铸钢软密封闸阀
- Z45X-16Q三精软密封球墨铸铁闸阀,温州橡胶阀门球墨铸铁球阀,软密封暗杆闸阀
- WZ41H永嘉县碳钢波纹管闸阀,三精生产国标波纹管闸阀,温州出售波纹管闸阀
- NKZ41H三精碳钢真空法兰闸阀,永嘉县真空法兰闸阀,温州市真空法兰闸阀
- Z44H-25C,40C三精生产排污闸阀,温州碳钢排污闸阀,永嘉县法兰式排污闸阀
- PZ41H-16C三精生产排渣闸阀,永嘉县耐磨排渣闸阀,温州陶瓷排渣闸阀
- DSZ61H三精供应焊接真空闸阀,永嘉县焊接真空闸阀,温州市焊接真空闸阀
- NKZ61H三精碳钢真空焊接闸阀,永嘉县高压真空焊接闸阀,温州低压真空焊接闸阀
- Z41W-64P,100P三精不锈钢高压闸阀,永嘉县不锈钢高压闸阀,温州不锈钢高压闸阀
- BZ41W三精供应保温闸阀,永嘉县中压保温闸阀,温州低压保温闸阀
- Z41H永嘉县手动高压闸阀,温州市手动中压闸阀,三精生产低压闸阀
- Z941H-64C,100C永嘉县高压电动闸阀,温州市高压电动闸阀,三精高压电动闸阀
- Z41F46-16C永嘉县铸钢衬氟闸阀,温州市铸钢衬氟闸阀,三精铸钢衬氟闸阀
- BZ41W,BZ41H三精不锈钢保温法兰球阀,永嘉铸钢保温法兰球阀,温州硬密封保温法兰球阀
- Z41Y-900LB,1500LB锻钢高压法兰闸阀,锻钢高压美标法兰闸阀,国标电站锻钢法兰闸阀
- Z61Y-1500LB,Z11Y-2500LB锻钢高压焊接闸阀,锻钢高压对焊闸阀,锻钢高压螺纹闸阀
- DZ41W-16P,25P,40P不锈钢低温闸阀,法兰式低温闸阀,手动硬密封低温闸阀
- Z41T-10,16Q铸铁铜芯明杆铸铁闸阀,硬密封球墨铸铁明杆闸阀,双闸板硬密封明杆闸阀
- Z45T-10Q球墨铸铁暗杆楔式闸阀,铸铁铜芯法兰闸阀,手动铜芯暗杆法兰闸阀
- Z15T-10铸铁内螺纹暗杆楔式闸阀,铸铁铜芯螺纹闸阀,铜芯丝扣闸阀
- Z41X-10C,16C,10Q手动明杆弹性座封闸阀,软密封明杆弹性座封闸阀,法兰式明杆弹性座封闸阀
- Z45X-10Q-16C铸铁弹性座封闸阀,铸钢暗杆法兰闸阀,软密封手动暗杆闸阀
- WZ41H-16C,WZ41W-16P铸钢手动波纹管闸阀,不锈钢手动波纹管闸阀,德标波纹管法兰闸阀
- Z41Y-64C,100C,160C铸钢高压法兰闸阀,手动高压法兰闸阀,国标高压法兰闸阀
- NKZ41H-16C,25C,40C铸钢真空法兰闸阀,手动真空法兰闸阀,国标真空法兰闸阀
- Z44H-25C,Z48H-16C铸钢快速排污阀,法兰式快速排污阀,国标手动排污闸阀
- PZ41H-16C,PZ41W-16P铸钢手动排渣闸阀,不锈钢手动排渣闸阀,国标法兰式排渣闸阀
- DSZ61H/DSZ64H不锈钢手动水封闸阀,铸钢手动水封闸阀,国标法兰式水封闸阀
- NKZ61H,NKZ64H,NKZ61W不锈钢焊接式真空闸阀,铸钢焊接式真空闸阀,双闸板焊接式真空闸阀
- Z41W-16P,25P,40P不锈钢手动闸阀,不锈钢法兰闸阀,不锈钢国标闸阀
- BZ41H,BZ41W,BZ41Y不锈钢保温闸阀,碳钢保温闸阀,法兰式保温闸阀
- Z41H-16C,25C,40C闸阀法兰楔式闸阀,手动铸钢闸阀,硬密封国标法兰闸阀
- Z941W-16P,25P,40P不锈钢国标电动闸阀,不锈钢电动法兰闸阀,硬密封不锈钢电动闸阀
- 弹性座封闸阀
- 波纹管闸阀
- 真空法兰闸阀
- 不锈钢闸阀
- 排污闸阀
- 快速排污闸阀
- 法兰式不锈钢闸阀
- 暗杆弹性座封闸阀
- Z15T-10内螺纹暗杆楔式闸阀
- 低温闸阀
- 水封闸阀
- 电站闸阀
- 保温夹套闸阀
- 暗杆闸阀
- 电动楔式闸阀
- PZ41H排渣闸阀
- 内螺纹暗杆楔式闸阀
- 埋地式弹性座封闸阀
- 手动三通球阀
- 手动排污阀
- 碳钢衬氟球阀
- 硬密封对焊球阀
- 铸钢三通球阀
- Q41F锅炉蒸汽球阀
- Q347N高压A105球阀
- Q41F不锈钢分体式球阀
- Q41M高压排污球阀
- BQ41W不锈钢硬密封保温球阀
- Q71W硬密封对夹球阀
- BQ71F对夹连接保温球阀
- BQ41F法兰连接保温球阀
- Q945F法兰连接电动球阀
- Q44F法兰连接三通球阀
- Q347F法兰连接固定球阀
- Q347N法兰连接锻造球阀
- Q41F法兰连接手动球阀
- Q41PPL法兰连接高温球阀
- Q946F法兰连接四通球阀
- Q41F46-16C永嘉县手动衬氟球阀,温州市手动衬氟球阀,三精手动衬氟球阀
- BQ71F三精对夹式保温球阀,永嘉超薄型保温球阀,温州对夹软密封保温球阀
- BQ41F三精软密封保温球阀,永嘉手动保温球阀,温州法兰式保温球阀
- Q41PPL三精全通径高温球阀,永嘉全通径高温球阀,温州全通径高温球阀
- Q647F三精气动固定球阀,永嘉软密封气动固定球阀,温州法兰式气动固定球阀
- Q347F三精涡轮固定球阀,永嘉涡轮固定法兰球阀,温州软密封涡轮固定球阀
- Q341F三精涡轮法兰球阀,永嘉软密封涡轮法兰球阀,温州涡轮浮动球阀
- Q61N三精高压焊接球阀,永嘉高压对焊球阀,温州高压焊接球阀
- Q15F三精不锈钢三通螺纹球阀,永嘉不锈钢三通丝口球阀,温州软密封三通螺纹球阀
- Q41PPL三精不锈钢整体高温球阀,永嘉不锈钢整体高温球阀,温州不锈钢整体高温球阀
- Q945F,Q944F三精电动三通法兰球阀,永嘉电动三通法兰球阀,温州电动三通法兰球阀
- Q645F,Q644F三精气动三通法兰球阀,永嘉气动三通法兰球阀,温州气动三通法兰球阀
- Q45F,Q44F三精T型三通球阀,永嘉L型三通球阀,温州三通法兰球阀
- Q947F三精电动电动法兰球阀,永嘉电动电动法兰球阀,温州电动电动法兰球阀
- Q347N三精锻钢固定法兰球阀,永嘉锻钢固定法兰球阀,温州锻钢固定法兰球阀
- Q41F三精手动法兰球阀,永嘉手动法兰球阀,温州手动法兰球阀
- Q41SM三精一体式高温球阀,永嘉一体式高温球阀,温州一体式高温球阀
- Q46F三精上装式四通球阀,永嘉上装式四通球阀,温州上装式四通球阀
- Q61F-16C,16P,25P不锈钢对焊球阀,三片式对焊球阀,硬密封对焊球阀
- BQ44F-16P,BQ44H-16C不锈钢气动三通球阀,硬密封气动三通球阀,软密封气动三通球阀
- Q646F-16C,16P气动四通球阀,软密封电动四通球阀,铸钢硬密封电动四通球阀
- Q42F-16C,16P 135度Y型球阀球阀,135度硬密封球阀,135度硬密封球阀
- Q42Y-16P,25P,40P不锈钢Y型三通球阀,120度三通球阀,120度软密封Y型三通球阀
- Q46F,Q46H,Q46Y硬密封四通球阀,软密封四通球阀,不锈钢四通球阀
- QY41F-16P,16不锈钢氧气球阀,黄铜氧气球阀,软密封法兰氧气球阀
- PQ340F,PQ340Y硬密封测装式半球阀,测装式偏心半球阀,不锈钢氧化铝偏心球阀
- DYQ340F,DYQ341H硬密封上装式偏心半球阀,软密封上装式偏心半球阀,不锈钢上装式偏心球阀
- Q41F-10T,16T黄铜法兰球阀,全铜法兰球阀,软密封黄铜球阀
- Q11F-16C,25C,40C三片式铸钢丝扣球阀,三片式手动螺纹球阀,三片式不锈钢球阀
- Q11F-16P,25P,40P二片式不锈钢螺纹球阀,两片式手动螺纹球阀,水用丝扣球阀
- Q11F-16C,16P,25P不锈钢一片式螺纹球阀,一片式丝扣球阀,一片式手动内螺纹球阀
- DQ41F不锈钢低温球阀,法兰式低温球阀,手动低温球阀
- BQ671F-16P,25P不锈钢气动对夹保温球阀,超薄型气动保温球阀,沥青专用气动薄型球阀
- BQ641F不锈钢气动保温球阀,铸钢气动保温球阀,沥青专用保温球阀
- BQ41F-16C,16P缩颈保温球阀,法兰保温球阀,软密封保温球阀
- BQ71F-16C,16P意大利式超薄型保温球阀,不锈钢对夹保温球阀,铸钢薄型保温球阀
- Q647F-16P,25P,40P不锈钢气动固定球阀,软密封气动固定球阀,铸钢气动固定法兰球阀
- Q347F-16C,16P铸钢涡轮固定法兰球阀,不锈钢涡轮固定法兰球阀,软密封涡轮固定球阀
- Q341F-16C,25C,40C软密封涡轮球阀,涡轮法兰球阀,铸钢硬密封涡轮球阀
- Q61N-64C,100C,160C锻钢高压对焊球阀,蒸汽供应对焊球阀,手动高压对焊球阀
- Q15F-16C,16P,25P不锈钢三通丝扣球阀,三通螺纹球阀,T型三通螺纹球阀
- Q944F,Q945F-16P不锈钢电动三通球阀,铸钢电动三通球阀,电动三通法兰球阀
- Q644F,Q644H,Q645F三通软密封气动球阀,三通硬密封气动球阀,不锈钢气动三通法兰球阀
- Q44F-16P,Q45F-16P不锈钢三通球阀,软密封三通球阀,硬密封三通法兰球阀
- VQ347H硬密封V型球阀,不锈钢V型调节球阀,电动法兰V型调节球阀
- Q947F-16C,25C,40C软密封电动固定球阀,软密封固定法兰球阀,铸钢电动固定球阀
- Q347F,Q347N,Q347H锻钢涡轮球阀,锻钢高压球阀,锻钢法兰固定球阀
- Q41F-16C,25C,40C手动球阀,软密封法兰球阀,铸钢法兰球阀
- Q41PPL-16C,16P,25P整体式高温球阀,不锈钢一体式高温球阀,排污球阀
- Q946F-16C,16P电动四通球阀,不锈钢电动四通球阀,手动四通法兰球阀
- 120度Y型三通球阀
- 固定球阀
- Q946F电动四通密封球阀
- 内螺纹三通球阀
- BQ41F保温夹套球阀
- Q347F蜗轮固定式球阀
- Q41PPL不锈钢整体高温球阀
- Q44F/L.Q45F三通球阀
- Q641F气动球阀
- 高压焊接式球阀
- 三片式锻钢球阀
- FQ41F型放料球阀
- Q45F三通四密封球阀
- 球阀:广式法兰球阀
- Q61F三片式对焊球阀
- 一片式内螺纹球阀
- Q11F二片式球阀
- 球阀:对夹式薄型球阀
- 美标球阀
- 高压锻钢球阀
- Q44F/L型三通球阀
- 广式法兰球阀
- 手动真空球阀
- Q944F/Q945F电动三通球阀
- BQ641F气动保温球阀
- 气动保温球阀
- 三片式内螺纹球阀
- Q41F/PPL法兰浮动球阀
- 双偏心半球阀
- 三通不锈钢球阀
- BQ44三通保温球阀
- 对夹式薄型球阀
- BQ971F气动对夹保温球阀
- 不锈钢氧气球阀
- Q61F/N高压球阀
- Q646F气动四通球阀
- Q46F四通球阀
- Q61F三片式承插焊球阀
- Q81F三片式卡箍球阀
- Q61F三片式活接对焊球阀
- Q644F型气动三通球阀
- Q947H型电动固定球阀
- Q41H锻钢三片式硬密封球阀
- QJ941M/F电动高温球阀
- VQ941F电动V型调节球阀
- Q61H型高压对焊球阀
- Q47F锻钢固定球阀
- 浮动不锈钢球阀
- 不锈钢氮气调节阀
- 不锈钢304手动调节阀
- ZZYVP铸钢氮封调节阀
- 铸钢三通调节阀
- 国标温度调节阀
- 国标电动调节阀
- 国标气动调节阀
- SZXT法兰连接气动隔膜阀调节阀
- ZZVVP法兰连接氮气调节阀
- ZDLM不锈钢高温电动调节阀
- ZRQM铸钢电动智能调节阀
- ZDLN法兰连接三通调节阀
- ZZYP美标自力式压力调节阀
- ZJHP美标气动调节阀
- ZZWP法兰连接温度调节阀
- ZJHP法兰连接调节阀
- SZXT永嘉县气动隔膜调节阀,温州市气动隔膜调节阀,三精气动隔膜调节阀
- ZRQM永嘉县智能型电动调节阀,温州市智能型电动调节阀,三精智能型电动调节阀
- ZDLP永嘉县电子式调节阀,温州市电子式调节阀,三精电子式调节阀
- ZDLQ永嘉县三通电动调节阀,温州市三通电动调节阀,三精三通电动调节阀
- ZDLN永嘉县电子式调节阀,温州市电子式调节阀,三精电子式调节阀
- ZJHQ永嘉县气动三通合流阀,温州市气动三通合流阀,三精气动三通合流阀
- ZJHP永嘉县精小型气动调节阀,温州精小型气动调节阀,三精精小型气动调节阀
- SZXP永嘉县气动单座调节阀,温州市气动单座调节阀,三精气动单座调节阀
- ZZWP永嘉县温控调节阀,温州市温控调节阀,三精温控调节阀
- T40H-16C,16P三精手动调节阀,永嘉县手动调节阀,厂家直销调节阀
- ZZYW-16C,16P,ZZVP不锈钢自力式微压调节阀,不锈钢泄氮调节阀,碳钢自立式微压调节阀
- ZMAP-16C,ZMAN-16P气动薄膜单座调节阀,气动薄膜直通双座调节阀,不锈钢气动双座调节阀
- SZXT-16C,16P不锈钢气动薄膜隔膜调节阀,铸钢气动薄膜隔膜调节阀,法兰气动薄膜隔膜调节阀
- ZRQM-16C,25C,16P碳钢智能型电动调节阀,不锈钢法兰式智能型电动调节阀,防爆智能型电动调节阀
- ZDLP-16C,25C,16P不锈钢电子式电动调节阀,碳钢电子式电动调节阀,法兰式电子式电动调节阀
- ZDLQ-16C,ZDLX-16P电子式电动三通合流调节阀,不锈钢电子三通分流调节阀,电动三通调节阀
- ZAZP,ZAZN,ZAZM蒸汽电动单座调节阀,碳钢电动双座调节阀,不锈钢电动套筒调节阀
- ZDLN-16P,25P,40P不锈钢电子式电动调节阀,高温电子式电动调节阀,电子式电动法兰调节阀
- ZJHQ-16C,ZJHX-16P不锈钢三通调节阀,铸钢三通合流调节阀,法兰式三通调节阀
- ZJHP-16P,25P,40P不锈钢精小型气动单座调节阀,高温精小型气动单座调节阀,碳钢精小型气动调节阀
- SZXP-16P,25P,40P不锈钢气动薄膜直通单座调节阀,法兰式气动薄膜调节阀,高温气动薄膜单座调节阀
- SZZCP,ZZYP-16P,16C不锈钢自立式压力调节阀,碳钢自立式压差调节阀,高温高压自立式压力调节阀
- SZAZM电动套筒调节阀
- ZMAN型气动薄膜直通双座调节阀
- 氮封装置
- SZRQM智能型电动调节阀
- SZDLX电子式电动三通分流调节阀
- SZDLQ电子式电动三通合流调节阀
- SZAZP电动单座调节阀
- SZDLN电子式电动调节阀
- 气动三通合流调节阀
- 气动精小型薄膜调节阀
- SZZCP自力式调节阀
- SZZWP自力式温度调节阀
- ZMAP气动薄膜单座调节阀
- ZDLQ电子式电动三通合流调节阀、ZDLX电子式电动三通分流调节阀
- 电动调节阀
- ZZWPE自力式电控温度调节阀
- ZZYP自力式压力调节阀
- ZZYW自力式微压调节阀
- SM-C动态平衡电动调节阀
- ZZWPE自力式温度调节阀
- ZDLS型电动角形高压调节阀
- ZCS法兰连接电磁阀
- ZCRB法兰连接紧急切断阀
- DDC法兰连接真空电磁阀
- LDE法兰连接电磁流量计
- ZCM法兰连接煤气电磁阀
- ZCNH法兰连接高温电磁阀
- ZCS法兰连接水用电磁阀
- ZBSF法兰连接蒸汽电磁阀
- ZCRB永嘉县燃气紧急切断阀,温州市燃气紧急切断阀,三精燃气紧急切断阀
- CS720永嘉县黄铜定时排水阀,温州黄铜定时排水阀,三精黄铜定时排水阀
- 2L永嘉县气体电磁阀,温州市气体电磁阀,三精生产气体电磁阀
- 2W永嘉县黄铜电磁阀,温州市黄铜电磁阀,三精生产黄铜电磁阀
- ZCF永嘉县塑料电磁阀,温州市塑料电磁阀,三精生产塑料电磁阀
- DDC永嘉县真空电磁阀,温州市真空电磁阀,三精生产真空电磁阀
- ZCM永嘉县煤气电磁阀,温州市煤气电磁阀,三精生产煤气电磁阀
- ZCZN永嘉县高温高压电磁阀,温州市高温高压电磁阀,三精高温高压电磁阀
- ZCS永嘉县铸铁水用电磁阀,温州市铸铁水用电磁阀,三精铸铁水用电磁阀
- ZQDF永嘉县内螺纹蒸汽电磁阀,温州内螺纹蒸汽电磁阀,三精内螺纹蒸汽电磁阀
- LDE永嘉县电磁流量计,温州市电磁流量计,三精生产电磁流量计
- ZCG-16P,16C不锈钢超高温法兰电磁阀,铸钢超高温法兰电磁阀,常闭式超高温电磁阀
- ZBSF-16P,10P全不锈钢法兰电磁阀,全不锈钢螺纹电磁阀,全不锈钢防爆电磁阀
- ZCZ-16P,16C先导活塞式蒸汽电磁阀,铸钢先导式蒸汽电磁阀,先导式螺纹蒸汽电磁阀
- ZCRB-16C铸钢燃气紧急切断阀,法兰式紧急切断阀,常开式螺纹紧急切断阀
- cs-720黄铜定时排水阀,内螺纹定时排水阀,三精丝扣定时排水阀
- ZCS螺纹膜片式电磁阀,防爆型膜片式电磁阀,常开式膜片式电磁阀
- 2L-16T,16P内螺纹水用电磁阀,黄铜内丝电磁阀,水管专用电磁阀
- 2W-10T,10P黄铜丝扣电磁阀,不锈钢水用丝扣电磁阀,全铜螺纹电磁阀
- ZCF螺纹塑料王电磁阀,常闭式塑料电磁阀,防腐蚀塑料电磁阀
- ZCM铸钢法兰式煤气电磁阀,铸钢法兰式天然气电磁阀,铸钢法兰式液化气电磁阀
- ZCNG-16C,25C,40C高温高压电磁阀,法兰式高温电磁阀,常闭式高温电磁阀
- ZCS铸铁法兰水用电磁阀,黄铜螺纹水用电磁阀,法兰式水液电磁阀
- ZQDF-16P,16C不锈钢法兰式蒸汽电磁阀,不锈钢螺纹蒸汽电磁阀,碳钢法兰式蒸汽电磁阀
- LDE智能型电磁流量计,内衬橡胶电磁流量计,内衬四氟电磁流量计
- ZCS/DF水用电磁阀
- ZQDF蒸汽电磁阀
- ZBSF全不锈钢电磁阀
- ZCZG ZCZH高温电磁阀
- ZCG型高温电磁阀
- 2W(2L)系列电磁阀
- ZCRB系列常开式电磁紧急切断阀
- 电磁阀:SLF塑料王电磁阀
- 电磁阀:智能电磁流量计
- LZNDC插入式电磁流量计
- 智能涡街流量计
- LWGY型液体涡轮流量计
- ZS不锈钢列<常开型>二位二通零压差电磁阀
- ZCZP3大口径二位二通高温高压电磁阀
- ZS铜系列<常开型>二位二通零压差电磁阀
- ZCS(DF)系列空气、水液电磁阀
- ZCS法兰电磁阀
- DDC,DQC真空电磁阀
- SLP铜系列二位二通先导式电磁阀
- 2W铜系列两口两位直动式电磁阀
- SLP不锈钢系列二位二通先导式电磁阀
- 两口两位直动式电磁阀
- 2W不锈钢系列<大口径><常开型>
- 动态平衡电动二通电磁阀
- SLP铜系列<常闭型>二位二通先导式电磁阀
- ZCLD超低温电磁阀
- ZCRB系列燃气快速切断电磁阀
- zcs膜片式电磁阀
- 电动二通电磁阀
- cs-720定时排水阀
- ZCZP3二位二通高温高压电磁阀
- 防爆电磁阀
- ZCA真空电磁阀
- ZCF防腐型四氟活塞电磁阀
- EG41J铸钢英标隔膜阀
- 内螺纹热动力疏水阀
- 铸钢杠杆蒸汽疏水阀
- 美标倒呆桶疏水阀
- 美标不锈钢疏水阀
- STC碳钢可调恒温式蒸汽疏水阀
- TB3F铸钢可调双金属蒸汽疏水阀
- 北京式圆盘式蒸汽疏水阀
- 不锈钢蒸汽疏水阀
- 高压不锈钢圆盘式疏水阀
- CS41H法兰连接疏水阀
- CS49H永嘉热动力法兰疏水阀,温州市热动力法兰疏水阀,三精热动力法兰疏水阀
- FT44H永嘉县杠杆式法兰疏水阀,温州市杠杆式法兰疏水阀,三精杠杆式法兰疏水阀
- CS19H永嘉县内螺纹圆盘式疏水阀,温州内螺纹圆盘式疏水阀,三精内螺纹圆盘式疏水阀
- CS46H永嘉县膜盒式蒸汽疏水阀,温州市膜盒式蒸汽疏水阀,三精膜盒式蒸汽疏水阀
- CS41H永嘉县立式蒸汽疏水阀,温州市立式蒸汽疏水阀,三精立式蒸汽疏水阀
- 883F/993三精倒置桶式蒸汽疏水阀,永嘉县三精倒置桶式蒸汽疏水阀,温州三精倒置桶式蒸汽疏水阀
- CS41W-16P三精不锈钢浮球疏水阀,永嘉县不锈钢浮球疏水阀,温州市不锈钢浮球疏水阀
- CS41H永嘉县浮球式法兰疏水阀,温州市浮球式法兰疏水阀,三精浮球式法兰疏水阀
- STC永嘉县可调恒温式疏水阀,温州可调恒温式疏水阀,三精可调恒温式疏水阀
- CS49H-16C,25C,40C铸钢法兰式圆盘疏水阀,蒸汽法兰式圆盘疏水阀,热动力圆盘式蒸汽疏水阀
- FT44H-16C,FT14H-16P不锈钢杠杆式疏水阀,法兰杠杆式蒸汽疏水阀,内螺纹杠杆式疏水阀
- CS19H-16C,25C,40C碳钢内螺纹圆盘式疏水阀,不锈钢内螺纹圆盘式疏水阀,蒸汽丝扣圆盘疏水阀
- STB-16C,16P碳钢可调恒温式蒸汽疏水阀,不锈钢可调恒温式蒸汽疏水阀,内螺纹可调恒温式疏水阀
- CS46H-16C,25C,40C碳钢膜盒式蒸汽疏水阀,碳钢法兰膜盒式疏水阀,螺纹热静李膜盒式疏水阀
- CS41W-16P,25P,40P不锈钢自由浮球式疏水阀,不锈钢法兰式蒸汽疏水阀,不锈钢浮球式螺纹疏水阀
- CS41H-16P,25P,40P不锈钢立式疏水阀,立式浮球式蒸汽疏水阀,碳钢自由浮球立式疏水阀
- CS45H-16C,25C,40C碳钢倒置桶式蒸汽疏水阀,蒸汽专用倒置桶式疏水阀,法兰式倒置桶式蒸汽疏水阀
- CS44H-16C,16P碳钢波纹管膨胀式疏水阀,法兰式波纹管疏水阀,蒸汽专用波纹管疏水阀
- CS41H-16C,25C,40C铸钢自由浮球式疏水阀,自由浮球式蒸汽疏水阀,法兰式自由浮球式疏水阀
- STC-16C,25C,40C铸钢可调恒温式疏水阀,法兰可调恒温式疏水阀,螺纹可调恒温式疏水阀
- T47H浮球式蒸汽疏水调节阀
- CS41H型自由浮球式疏水阀
- CS47H型双金属片式疏水阀
- CS14F/CS44F液体膨胀式疏水阀
- CS46H膜盒式蒸汽疏水阀
- 992.882F倒吊桶式疏水阀
- FT14H杠杆浮球式蒸汽疏水阀
- FT44H杠杆浮球式蒸汽疏水阀
- 脉冲式疏水阀
- 高温高压圆盘式膜盒式疏水阀
- 圆盘式仪表不锈钢疏水阀
- CS11H/CS41H立式自由浮球疏水阀
- S11H-16C空气排液疏水阀
- 圆盘式热动力蒸汽疏水阀
- CS11H自动自由浮球式蒸汽疏水阀
- CS45H钟形浮子(倒吊桶)式蒸汽疏水阀
- CS15H自由半浮球式蒸汽疏水阀
- CS14F-16C热静力波纹管式蒸汽疏水阀
- CSHR65A蒸汽保温型疏水阀
- TSS43H天然气疏水阀
- TB3F可调双金属片温调式蒸汽疏水阀
- TB3F、TB5F、TB6F、TB11F、CS47H型可调双金属片温调式蒸汽疏水阀
- CS14F/H CS44F/H液体膨胀式疏水阀
- 992倒吊桶式疏水阀 882F倒吊桶式疏水阀
- CS15H、CS45H钟形浮子(倒吊桶)式蒸汽疏水阀
- U41S法兰连接柱塞阀
- BUJ41H温州保温柱塞截止阀
- U11H永嘉县丝扣柱塞阀
- UZ41H永嘉县法兰柱塞闸阀
- U941H永嘉县电动柱塞阀,温州市电动柱塞阀,三精生产电动柱塞阀
- U44H永嘉县手动角式柱塞阀,温州市手动角式柱塞阀,三精手动角式柱塞阀
- U41SM永嘉县软密封柱塞阀,温州市法兰式柱塞阀,三精软密封柱塞阀
- UJ41H永嘉县法兰式柱塞截止阀,温州法兰式柱塞截止阀,三精法兰式柱塞截止阀
- BUJ41H-16C,25C,40C铸钢保温柱塞截止阀,手动保温柱塞截止阀,硬密封保温柱塞截止阀
- UJ11H-16C,25C,40C碳钢内螺纹柱塞截止阀,手动丝扣柱塞截止阀,硬密封内螺纹柱塞截止阀
- U11H-16C,25C,40C手动铸钢内螺纹柱塞阀,硬密封手动内螺纹柱塞阀,蒸汽内螺纹柱塞阀
- UZ41H-16C,UZ41SM-16C铸钢手动柱塞闸阀,硬密封手动柱塞闸阀,法兰式手动柱塞闸阀
- UJ941H-16C,25C,40C碳钢电动柱塞截止阀,不锈钢电动柱塞截止阀,硬密封电动柱塞截止阀
- U44H-16C,25C,40C手动铸钢角式柱塞阀,国标法兰角式柱塞阀,蒸汽专用硬密封角式柱塞阀
- U41SM-16C,25C,40C手动碳钢柱塞阀,手动法兰式柱塞阀,软密封手动柱塞阀
- UJ41H-16C,25C,40C碳钢手动柱塞截止阀,不锈钢手动柱塞截止阀,硬密封手动柱塞截止阀
- U11SM内螺纹柱塞阀
- U41SM法兰柱塞阀
- UJ41H柱塞截止阀
- UJ44H角式柱塞阀
- 手动三通旋塞阀
- 沥青专用旋塞阀
- BX43W法兰连接保温旋塞阀
- X43W法兰连接旋塞阀
- BX44W三通沥青保温旋塞阀
- BX43W二通沥青保温旋塞阀
- X43W温州市二通黄铜旋塞阀
- X44W温州铸铁三通旋塞阀
- X43T永嘉县二通铜芯旋塞阀
- X44W永嘉县三通碳钢旋塞阀
- X43W永嘉铸铁二通旋塞阀
- X43W永嘉碳钢二通旋塞阀
- X43F永嘉县美标旋塞阀
- X47W-10法兰式油密封旋塞阀,铸铁油密封旋塞阀,手动油密封旋塞阀
- X14T-10手动三通铜芯内螺纹旋塞阀,铸铁三通铜芯内螺纹旋塞阀,三通丝扣铜芯密封旋塞阀
- X13T-10手动二通内螺铜芯旋塞阀,铸铁二通内螺铜芯旋塞阀,二通螺纹铜芯密封旋塞阀
- X13W-10P,16P,10R手动不锈钢二通内螺纹旋塞阀,硬密封不锈钢二通内螺纹旋塞阀,丝扣不锈钢二通旋塞阀
- X14W-10P,16P手动不锈钢三通螺纹旋塞阀,硬密封不锈钢三通螺纹旋塞阀,丝扣不锈钢螺纹旋塞阀
- BX44W-10C,16C,10P铸钢三通保温旋塞阀,不锈钢三通保温旋塞阀,手动硬密封三通保温旋塞阀
- BX43W-10C,10P,16P碳钢二通保温旋塞阀,不锈钢二通保温旋塞阀,手动法兰式二通保温旋塞阀
- X13W-10T,16T手动全铜二通内螺纹旋塞阀,硬密封全铜二通内螺纹旋塞阀,二通黄铜螺纹旋塞阀
- X16W-10T,X14W-10T黄铜三通内螺纹旋塞阀,全铜内螺纹三通旋塞阀,全铜丝扣三通旋塞阀
- X44W-10T,16T手动三通全铜旋塞阀,法兰式三通全铜旋塞阀,硬密封三通全铜旋塞阀
- X44T-10手动三通铜芯旋塞阀,法兰式三通铜芯旋塞阀,硬密封三通铜芯旋塞阀
- X44W-10手动铸铁三通旋塞阀,法兰连接铸铁三通旋塞阀,硬密封铸铁三通旋塞阀
- X44W-10P,10R,16P手动不锈钢三通旋塞阀,法兰式不锈钢三通旋塞阀,硬密封不锈钢三通旋塞阀
- X43W-10T,16T手动二通全铜旋塞阀,法兰式二通全铜旋塞阀,硬密封二通全铜旋塞阀
- X43T-10,16C手动二通铜芯旋塞阀,法兰式二通铜芯旋塞阀,二通铸铁铜芯旋塞阀
- X44W-10C,16C手动三通铸钢旋塞阀,法兰式三通铸钢旋塞阀,硬密封三通铸钢旋塞阀
- X43W-10手动铸铁二通旋塞阀,法兰式铸铁二通旋塞阀,硬密封铸铁二通旋塞阀
- X43W-10C,16C手动铸钢二通旋塞阀,法兰式铸钢二通旋塞阀,硬密封铸钢二通旋塞阀
- X43W-10P,16P不锈钢手动二通旋塞阀,不锈钢二通法兰旋塞阀,不锈钢硬密封法兰旋塞阀
- X43F-150LB,300LB不锈钢美标旋塞阀,铸钢法兰式美标旋塞阀,手动软密封美标旋塞阀
- X44W-1.0三通铸铁旋塞阀
- X43W-10C铸钢旋塞阀
- X44W三通铸钢旋塞阀
- X43W-10T全铜旋塞阀
- X44T-1.0三通铜芯旋塞阀
- X13W-1.0T二通内螺全铜旋塞阀
- X14W-1.0T三通内螺全铜旋塞阀
- X43T-1.0二通铜芯旋塞阀
- X14W三通内螺不锈钢旋塞阀
- X44W三通不锈钢法兰旋塞阀
- X44W三通全铜法兰旋塞阀
- X47油密封旋塞阀
- X14T-1.0三通铜芯内螺纹旋塞阀
- BX43W-1.0P/R/C二通保温旋塞阀
- X43W-1.0T二通全铜旋塞阀
- X13T-1.0二通内螺铜芯旋塞阀
- X43W-1.0C二通铸钢法兰式旋塞阀
- X43W-1.0P/R二通不锈钢旋塞阀
- X43W-1.0二通铸铁旋塞阀
- 304氧气截止阀
- 低压电动截止阀
- 国标不锈钢截止阀
- 美标角式截止阀
- 锅炉蒸汽截止阀
- 不锈钢波纹管截止阀
- 铸钢蒸汽截止阀
- 法兰连接氧气截止阀
- 不锈钢氧气截止阀
- J61Y美标高压对焊截止阀
- J41H法兰连接锻钢截止阀
- NKJ41H法兰连接真空截止阀
- DJ41W法兰连接低温截止阀
- J44F46法兰连接衬氟截止阀
- J11W丝扣连接不锈钢截止阀
- YJ41W法兰连接氧气截止阀
- J941W法兰连接电动截止阀
- J44W法兰连接不锈钢截止阀
- J44Y法兰连接角式截止阀
- BJ41H法兰连接保温截止阀
- J41H法兰连接截止阀
- J41H永嘉县锻钢法兰截止阀,温州市锻钢法兰截止阀,三精锻钢法兰截止阀
- J61Y永嘉县对焊截止阀,温州市对焊截止阀,三精对焊截止阀
- J41F46-16C永嘉县铸钢衬氟截止阀,温州市铸钢衬氟截止阀,三精铸钢衬氟截止阀
- J41J-10永嘉铸铁衬胶截止阀,温州铸铁衬胶截止阀,三精铸铁衬胶截止阀
- DJ41W三精不锈钢低温截止阀,永嘉不锈钢低温截止阀,温州不锈钢低温截止阀
- J44F46永嘉角式衬氟截止阀,温州角式衬氟截止阀,三精角式衬氟截止阀
- J941H永嘉电动法兰截止阀,温州电动法兰截止阀,三精电动法兰截止阀
- J11W-16P三精不锈钢内螺纹截止阀,永嘉不锈钢内螺纹截止阀,温州不锈钢内螺纹截止阀
- YJ41W-16T三精黄铜氧气截止阀,永嘉黄铜氧气截止阀,温州黄铜氧气截止阀
- NKZ41H三精真空焊接截止阀,永嘉真空焊接截止阀,温州真空焊接截止阀
- J44Y三精角式高压法兰截止阀,永嘉角式高压法兰截止阀,温州角式高压法兰截止阀
- J41H三精手动法兰截止阀,永嘉手动法兰截止阀,温州手动法兰截止阀
- J11T三精铸铁铜芯螺纹截止阀,永嘉铸铁丝口截止阀,温州铸铁内螺纹截止阀
- BJ45W,BJ45H三精Y型保温截止阀,温州Y型保温法兰截止阀,永嘉手动Y型保温截止阀
- BJ41W三精不锈钢保温截止阀,永嘉硬密封保温截止阀,温州法兰式保温截止阀
- J41Y-100C,160C,320C锻钢高压法兰截止阀,电站高压法兰截止阀,蒸汽专用锻钢法兰截止阀
- J11Y-64C,100C,160C锻钢内螺纹截止阀,锻钢高压丝扣截止阀,蒸汽专用高压焊接截止阀
- J61Y-100C,160C,320C锻钢自密封截止阀,高压自密封截止阀,对焊自密封截止阀
- DJ41W-16P-25P不锈钢低温截止阀,法兰式低温截止阀,手动低温截止阀
- J44F46-16C,16P铸钢衬氟角式截止阀,不锈钢衬氟角式截止阀,手动衬氟角式截止阀
- J941W,J941H,J941Y不锈钢电动截止阀,电动法兰截止阀,高压电动截止阀
- J11W-16P,25P,40P不锈钢螺纹截止阀,不锈钢丝扣截止阀,硬密封螺纹截止阀
- YJ41W-16T,25T,40T黄铜氧气截止阀,法兰式氧气截止阀,手动氧气专用截止阀
- NK/J61H,NK/J64H,NK/J41H铸钢手动真空截止阀,不锈钢手动真空截止阀,法兰式真空截止阀
- J41W-16P,25P,40P不锈钢法兰截止阀,不锈钢手动截止阀,不锈钢低压截止阀
- J44Y-100C,160C,320C锻钢高压角式截止阀,不锈钢高压角式截止阀,电站高压角式截止阀
- BJ45W-16P,BJ45H-16C不锈钢Y型保温截止阀,铸钢Y型保温截止阀,硬密封Y型保温截止阀
- J41H-16C,25C,40C铸钢法兰截止阀,硬密封手动截止阀,软密封法兰截止阀
- J11T-10,16铸铁铜芯螺纹截止阀,铜芯丝扣截止阀,手动螺纹截止阀
- J41H法兰式截止阀
- 衬胶截止阀
- 铜截止阀
- BJ41W保温截止阀
- 直流式对焊截止阀
- J941H电动法兰截止阀
- 衬氟直角截止阀直流式截止阀
- J11W不锈钢内螺纹截止阀
- NKJ61H真空截止阀
- FJ41节流截止放空阀
- JLH41H/Y防火型截止节流止回多功能阀
- J41W不锈钢截止阀
- 仪表针形截止阀
- DS/J61H水封截止阀
- J44H/Y铸钢角式截止阀(节流阀)
- WJ41波纹管截止阀
- DJ41Y低温截止阀
- 锻钢Y型截止阀
- J11W黄铜锻压截止阀
- J44H高压角式截止阀、节流阀
- 角式截止阀
- 氧气专用截止阀
- 不锈钢304遥控浮球阀
- 100A铸钢水位浮球阀
- 300X法兰连接缓闭止回阀
- AX742X法兰连接安全泄压阀
- KPF法兰连接手动平衡阀
- J644X法兰连接气动排泥阀
- JM744X法兰连接角式排泥阀
- 100A法兰连接角型定水位阀
- J145X法兰连接电动遥控阀
- JD75X法兰式多功能控制阀
- 100X法兰连接遥控浮球阀
- 200X法兰连接减压稳压阀
- 400X法兰连接流量控制阀
- 500X法兰连接安全泄压阀
- 600X法兰连接电动控制阀
- SP45F-10,16C铸钢数字锁定平衡阀,法兰数字锁定平衡阀,软密封数字锁定平衡阀
- KPF-10C,16C碳钢法兰平衡阀,手动法兰式平衡阀,国标法兰式平衡阀
- JM744X-10,16C,10Q铸铁隔膜式液动排泥阀,隔膜式气动排泥阀,铸钢隔膜式快开排泥阀
- J644X-10,J744X-10液动快开排泥阀,气动角式快开排泥阀,铸铁角式快开排泥阀
- AX742X-10,16C铸铁法兰式安全泄压阀,铸钢法兰安全泄压阀,橡胶密封安全泄压阀
- 100A-10,16C铸铁角型定水位阀,铸钢角型定水位阀,法兰式角型定水位阀
- J145X-10,,16C铸铁电动遥控阀,铸钢电动遥控阀,橡胶密封电动遥控阀
- JD745X-10,16Q,16C铸铁多功能水泵控制阀,铸钢多功能水泵控制阀,法兰多功能水泵控制阀
- 100X-10,16C铸铁法兰遥控浮球阀,碳钢法兰遥控浮球阀,橡胶密封遥控浮球阀
- 200X-10,16C铸铁法兰式减压稳压阀,铸钢法兰减压稳压阀,国标减压稳压阀
- 300X-10,16C铸铁法兰缓闭止回阀,铸钢法兰缓闭止回阀,软密封缓闭止回阀
- 400X-10,,16C铸铁法兰流量控制阀,铸钢法兰流量控制阀,国标法兰流量控制阀
- 500X-10,16C铸铁法兰式泄压阀,铸钢法兰式泄压阀,水用泄压持压阀
- 600X-10,16C铸铁电动控制阀,铸钢电动控制阀,法兰式电动水力控制阀
- 100X遥控浮球阀
- 400X型流量控制阀
- 500X泄压/持压阀
- 600X水力电动控制阀
- 700X多功能水泵控制阀
- 800X压差旁通阀
- 900X紧急关闭阀(紧急切断阀)
- AX742X安全泄压阀/持压阀
- JD745X型多功能水泵控制阀
- YX741X可调式减压稳压阀
- F745X型遥控浮球阀
- 100A角型定水位阀
- H142X液压水位控制阀
- YQ980010-LS20010型过滤活塞式预防水击泄放阀
- YQ980011-LS20011型过滤活塞式流量控制阀
- YQ980012-LS200012型过滤活塞式可调减压流量控制阀
- ZSJZ系列法兰式水流指示器
- HS41X-A型带过滤防污隔断阀
- J145X(710X)BFM106X活塞式电动遥控阀
- F43X-10双封自净式防逆水封阀
- YQ98007-LS20007型过滤活塞式高度水位控制阀
- J644、J744X液压、气动角式快开排泥阀
- JM742X型隔膜式池底卸泥阀
- JM744X气动、液动快开排泥阀
- YQ98002过滤活塞式安全泄压阀
- YQ98006电磁控制阀
- YQ98003型过滤活塞式遥控浮球阀
- YQ98005过滤活塞式电动浮球阀
- YQ98004型过滤式缓闭止回阀
- BFD701液力自动控制阀
- W100D定水位阀
- H712X-5T杠杆浮球阀
- ZSJZ型丝扣水流指示器
- J91W-160P永嘉县卡套针型阀,温州市卡套针型阀,三精生产卡套针型阀
- J61Y-320P永嘉县焊接针型阀,温州市焊接针型阀,三精生产焊接针型阀
- J24W-320P永嘉县角式针型阀,温州角式针型阀,三精角式针型阀
- J23W-320P永嘉县外螺纹针型阀,温州市外螺纹针型阀,三精外螺纹针型阀
- J13W-320P永嘉县内螺纹针型阀,温州市内螺纹针型阀,三精内螺纹针型阀
- J13W-16P,160P,100P不锈钢内螺纹针型阀,手动高压内螺纹针型阀,硬密封内螺纹针型阀
- J23W-160P,J23H-320C不锈钢外螺纹针型阀,手动高压外螺纹针型阀,碳钢焊接管外螺纹针型阀
- J24W-100P,160P,320P不锈钢角式针型阀,外螺纹角式针型阀,手动高压角式针型阀
- J19H-160P,100P,320P不锈钢仪表针型阀,高温高压仪表针型阀,手动螺纹仪表针型阀
- J48H-16C,J48W-16P不锈钢法兰式针型阀,手动法兰式针型阀,硬密封国标法兰式针型阀
- J91W-16P,40P,64P不锈钢卡套式针型阀,碳钢手动卡套式针型阀,三精国标卡套式针型阀
- J49W-40P,64P,100P不锈钢压力计针型阀,高压压力计针型阀,手动法兰压力计针型阀
- GMJ11H-16P,25P,40P不锈钢高密封取样阀,三精高密封取样阀,国标手动高密封取样阀
- JJM1-16P,25P,40P不锈钢压力表针型阀,手动压力表针型阀,碳钢压力表针型阀
- JJBY1-64P,160P,320P不锈钢取压针型阀,高压取压针型阀,手动取压针型阀
- J61W-16P,64P,100P不锈钢承插焊针型阀,碳钢承插焊针型阀,手动承插焊针型阀
- CJ123H-160P,320P,100P不锈钢多功能针型阀,硬密封多功能针型阀,三精多功能针型阀
- J61Y-160P,320P不锈钢高温高压针型阀,对焊高温高压针型阀,焊接高温高压针型阀
- J13H/W内螺纹针型阀
- J29H型压力计用仪表针型阀
- J48H法兰式针型阀
- J23H外螺纹针型阀
- J61W焊接针型阀
- J23SA-16-320外螺纹针型阀组合阀
- J19H-16-320仪表针型阀(含压力表)
- GMJ11H高密封取样阀
- JJM1压力表针型阀
- J49H压力计针型阀
- JJBY1取压针型阀
- J19H型压力表针型阀
- J24H/W外螺纹角式针型阀
- CJ123H多功能针型阀
- J91W卡套针型阀
- J94W卡套角式针型阀
- J63Y高温高压针型阀
- GIQ气动高真空蝶阀
- GID电动高真空蝶阀
- D673H气动对夹式硬密封蝶阀
- D343H蜗轮法兰蝶阀
- D643H气动法兰蝶阀
- D973H电动对夹式硬密封蝶阀
- D943H电动法兰蝶阀
- D971X对夹式电动软密封蝶阀
- D371X对夹式蜗轮传动软密封蝶阀
- D372X型蜗轮传动对夹式软密封蝶阀
- TD41W型手柄操作通风蝶阀
- TD941W电动通风蝶阀
- D642X型气动软密封蝶阀
- D942X型电动软密封蝶阀
- D73H型手动对夹式金属弹性硬密封蝶阀
- D343H-10-16法兰式硬密封蝶阀
- D941X系列电动法兰式软密封蝶阀
- 铸钢对焊蝶阀
- D343H法兰连接蝶阀
- D941X法兰连接电动蝶阀
- D343H法兰连接硬密封蝶阀
- D341X法兰连接软密封蝶阀
- D343H-10C,16C,16P不锈钢硬密封蜗轮蝶阀,碳钢硬密封蜗轮蝶阀,硬密封三偏心蜗轮蝶阀
- D73H-10C,16C,16P铸钢手动硬密封对夹蝶阀,手柄式硬密封对夹蝶阀,不锈钢手动硬密封蝶阀
- D341X-10C,16C,16P铸钢蜗轮软密封法兰蝶阀,橡胶密封蜗轮法兰蝶阀,不锈钢软密封蜗轮蝶阀
- D671X-10C,16C,16P铸钢气动软密封对夹蝶阀,不锈钢气动软密封对夹蝶阀,气动橡胶密封对夹蝶阀
- D71X-10C,16C,16P不锈钢软密封对夹蝶阀,铸铁软密封对夹蝶阀,铸钢软密封对夹蝶阀
- D941X-10C,16C,16P电动软密封法兰蝶阀,不锈钢电动橡胶法兰蝶阀,铸钢电动软密封法兰蝶阀
- SD341X-10C,16C,16P软密封蜗轮伸缩蝶阀,软密封法兰式伸缩蝶阀,铸钢软密封伸缩蝶阀
- D363H-10C,16C,16P涡轮硬密封对焊蝶阀,手动硬密封焊接蝶阀,不锈钢硬密封焊接蝶阀
- D643H-10C,16C,16P不锈钢气动硬密封法兰蝶阀,铸钢气动硬密封法兰蝶阀,国标气动蝶阀
- D673H-10C,16C,16P水用气动硬密封对夹蝶阀,气动金属密封对夹蝶阀,不锈钢气动硬密封对夹蝶阀
- SD943H-10C,16C,16P电动法兰式伸缩蝶阀,电动硬密封伸缩蝶阀,不锈钢电动伸缩蝶阀
- BD343H-10C,16C,16P不锈钢硬密封保温蝶阀,涡轮硬密封保温蝶阀,法兰式硬密封保温蝶阀
- D973H-10C,16C,16P电动硬密封对夹蝶阀,电动对夹金属蝶阀,不锈钢对夹式电动蝶阀
- SD643H-10C,16C,16P气动硬密封伸缩蝶阀,法兰式硬密封伸缩蝶阀,不锈钢硬密封伸缩蝶阀
- D343H法兰式硬密封蝶阀
- D73H对夹式硬密封蝶阀
- D341X蜗轮传动法兰式蝶阀
- D671X气动对夹式蝶阀
- D71X手动对夹式软密封蝶阀
- D941X电动法兰软密封蝶阀
- SD343X蜗轮传动法兰式伸缩蝶阀
- D363H/W对焊式硬密封蝶阀
- D643H气动法兰硬密封蝶阀
- SD943H电动伸缩蝶阀
- BD343H法兰式硬密封保温蝶阀
- D973H电动对夹式金属硬密封蝶阀
- SD643H气动法兰式伸缩蝶阀
- 不锈钢保温球阀
- Y型保温过滤器
- BQ41F保温球阀
- 上下展式保温放料阀
- BD343H保温蝶阀
- BZ41H保温闸阀
- BQ41F保温球阀
- 夹套保温球阀
- BX44W-1.0P/R/C三通保温旋塞阀
- BQ41F缩径保温球阀
- BQ41F/PPL二通软(硬)密封保温球阀
- BX43W二通保温旋塞阀
- GUQ永嘉县气动真空球阀,温州市气动真空球阀,三精气动真空球阀
- GUD永嘉县电动真空球阀,温州市电动真空球阀,三精电动真空球阀
- GU永嘉县手动真空球阀,温州市手动真空球阀,三精手动真空球阀
- GID永嘉县电动真空蝶阀,温州市电动真空蝶阀,三精电动真空蝶阀
- GIQ永嘉县气动真空蝶阀,温州市气动真空蝶阀,三精气动真空蝶阀
- GI永嘉县手动真空蝶阀,温州市手动真空蝶阀,三精手动真空蝶阀
- GM永嘉县真空隔膜阀,温州市真空隔膜阀,三精真空隔膜阀
- DDC-JQ永嘉县真空电磁阀,温州市真空电磁阀,三精真空电磁阀
- GDQ不锈钢气动高真空挡板阀,铸钢气动高真空挡板阀,三精气动高真空挡板阀
- GD手动高真空挡板阀,不锈钢高真空挡板阀,铸钢高真空挡板阀
- GUQ不锈钢气动真空球阀,丝扣气动真空球阀,国标法兰气动真空球阀
- GUD不锈钢电动真空球阀,法兰式电动真空球阀,螺纹连接电动真空球阀
- GU不锈钢手动真空球阀,法兰式高真空球阀,螺纹连接高真空球阀
- GIQ不锈钢气动高真空蝶阀,铸钢气动高真空蝶阀,对夹式气动高真空蝶阀
- GID不锈钢电动高真空蝶阀,铸钢电动高真空蝶阀,对夹式电动高真空蝶阀
- GI不锈钢手动高真空蝶阀,铸钢手动高真空蝶阀,手柄式高真空蝶阀
- DYC-JQ电磁真空压差阀,卡箍真空压差阀,不锈钢真空压差阀
- GM不锈钢高真空压力隔膜阀、法兰式高真空隔膜阀,焊接高真空隔膜阀
- DDC-JQ法兰式电磁真空带充气阀,铸钢电磁真空带充气阀,三精电磁真空带充气阀
- GUD不锈钢电动真空球阀、法兰式电动真空球阀,三精国标电动真空球阀
- GDC-5电磁高真空挡板阀
- GDQ型气动高真空挡板阀
- 超高真空插板阀
- DYC-JQ电磁真空带充气压差阀
- GUD电动真空球阀
- GUQ气动真空球阀
- GM高真空压力隔膜阀
- 单作用快装气动角座阀
- SJ644F三通气动角座阀
- SJ611W螺纹连接气动角座阀
- SJ641W法兰连接气动角座阀
- SJ91W-16P,25P,40P不锈钢手动快装式角座阀,卫生级手动快装式角座阀,三精手动快装式角座阀
- SJ11W-16P,25P不锈钢手动丝口角座阀,不锈钢手动螺纹角座阀,三精手动角座阀
- SJ611W,SJ641W不锈钢头气动法兰角座阀,不锈钢头气动螺纹截止阀,不锈钢头丝扣角座阀
- SJ81W-16P,SJ91W-16P不锈钢快装式手动角座阀,塑料头快装式手动角座阀,硬密封快装式手动角座阀
- SJ681W-16P,SJ681W-16P不锈钢快装式气动角座阀,塑料头快装式气动角座阀,耐高温快装式气动角座阀
- SJ641W-16P不锈钢气动角座阀,法兰式气动角座阀,塑料头气动角座阀
- KST-46法兰式气动角座阀
- 气动防水锤角座阀
- ZPG气动角座阀
- 2000Y型带手动调节气动角座阀
- KST-45快装式气动角座阀
- SG11W内螺纹连接过滤器
- GL41H法兰连接过滤器
- SG11W丝扣连接Y型过滤器
- ZPG法兰连接排污过滤器
- SRBA法兰连接篮式过滤器
- GL41H法兰连接Y型过滤器
- ZPG-16C,16P铸钢自动排污过滤器,不锈钢自动排污过滤器,L型自动排污过滤器
- SRBB-16C,16P铸钢L型蓝式过滤器,不锈钢L型蓝式过滤器,高低平底蓝式过滤器
- SRBA-16C,16P直通蓝式过滤器,不锈钢直通蓝式过滤器,直通法兰蓝式过滤器
- SG11W-10P,16P,25P不锈钢丝扣过滤器,黄铜内螺纹过滤器,铸钢内螺纹过滤器
- YSTF-16C,16P铸钢拉杆伸缩式过滤器,不锈钢拉杆伸缩式过滤器,法兰拉杆伸缩式过滤器
- SG41W,SG41H,GL41H不锈钢Y型过滤器,铸钢Y型法兰过滤器,美标Y型过滤器
- T型管道过滤器
- GPG型自动反冲洗排污过滤器
- 手摇刷式过滤器
- UG型过滤器
- ZPG型自动排污过滤器
- Y型拉杆伸缩过滤器
- Y型过滤器
- T型过滤器
- YGL手摇式过滤器
- BSG夹套Y型过滤器
- LSY型过滤器
- HRBA型法兰直通篮式过滤器
- HRBB型法兰高低篮式过滤器
- OF氧气过滤器
- JCG型全自动反冲洗排污过滤器
- HG5-81法兰连接放料阀
- FQ41F-16C,16P铸钢衬氟放料球阀,不锈钢衬氟放料球阀,手动法兰式衬氟放料球阀
- HG589-1不锈钢气动保温放料阀,铸钢气动保温放料阀,衬氟气动保温放料阀
- HG589-2不锈钢下展式放料阀,铸钢下展式放料阀,手动下展式衬氟放料阀
- HG5-89-1不锈钢上展式放料阀,铸钢上展式衬氟放料阀,上展式保温放料阀
- FLJ41H上展放料阀、下展式放料阀
- FQ41F型衬氟放料球阀
- RTBPFY-Ⅴ气动保温放料阀
- PZ43H法兰连接刀型闸阀
- Z973X永嘉县电动浆液闸阀,温州市电动浆液闸阀,三精电动浆液闸阀
- PZ73H永嘉县对夹式刀型闸阀,温州市对夹式刀型闸阀,三精对夹式刀型闸阀
- PZ43H永嘉县梅花型刀型闸阀,温州市梅花型刀型闸阀,三精梅花型刀型闸阀
- Z573X-16C,16P永嘉县伞齿轮浆液阀,温州市伞齿轮浆液阀,三精伞齿轮浆液阀
- PZ573H-16C,16P永嘉县伞齿轮刀型闸阀,温州伞齿轮刀型闸阀,三精伞齿轮刀型闸阀
- Z673X-16C,16P永嘉县气动浆液阀,温州市气动浆液阀,三精气动浆液阀
- Z73X-16C,16P永嘉县链轮式浆液阀,温州市链轮式浆液阀,三精链轮式浆液阀
- PZ273H-16C,16P永嘉县电液动刀型闸阀,温州电液动刀型闸阀,三精电液动刀型闸阀
- LMD-16C,16P铸钢螺旋闸门,不锈钢螺旋闸门,手动螺旋闸门
- Z973X-16C,16P铸钢电动浆液闸阀,不锈钢电动浆液闸阀,橡胶密封电动浆液闸阀
- PZ73H-16P,25P,16C不锈钢手动刀型闸阀,铸钢手动刀型闸阀,硬密封手动刀型闸阀
- PZ43H-16C,16P铸钢梅花型刀型闸阀,不锈钢梅花型刀型闸阀,硬密封梅花型刀型闸阀
- Z573X-16P,16C不锈钢伞齿轮浆液阀,碳钢伞齿轮浆液阀,软密封伞齿轮浆液阀
- PZ573H-16C,25C,40C铸钢伞齿轮对夹式刀型闸阀,不锈钢伞齿轮刀型闸阀,硬密封伞齿轮刀型闸阀
- Z673X-16C,16P铸钢气动浆液阀,不锈钢气动浆液阀,软密封气动浆液阀
- Z73X-16C,16P不锈钢链轮式浆液阀,手动链轮式浆液阀,软密封链轮式浆液阀
- PZ43H-16C,25C链轮单夹式刀型闸阀,链轮梅花型闸阀,不锈钢单夹式刀型闸阀
- PZ273H-16C,16P铸钢电液动刀型闸阀,不锈钢液动刀型闸阀,对夹液动刀型闸阀
- 电液动刀型闸阀
- Z73X链轮式浆液阀
- Z673X气动浆液阀
- Z573X伞齿轮浆液阀
- PZ73H手动刀型闸阀
- 螺旋闸门(插板阀)
- 储罐呼吸阀
- ZHQ-II碳钢抽屉阻火器
- HX6不锈钢单吸阀
- QZF-89碳钢防冻阻火呼吸阀
- HXF-1铝合金全天候呼吸阀
- ZGB不锈钢储罐阻火器
- FWL不锈钢防爆轰阻火器
- ZHQ-B不锈钢防爆燃阻火器
- ZFQ法兰连接呼吸阀
- GZ-1永嘉县网型管道阻火器,温州市网型管道阻火器,三精网型管道阻火器
- JAV永嘉县夹套保温呼吸阀,温州市夹套保温呼吸阀,三精夹套保温呼吸阀
- FZT-1永嘉县阻火通气帽,三精阻火通气帽,温州市阻火通气帽
- ZGB-II永嘉县铸钢抽屉阻火器,温州市铸钢抽屉阻火器,三精铸钢抽屉阻火器
- ZGB永嘉县碳钢丝口阻火器,温州市碳钢丝口阻火器,三精碳钢丝口阻火器
- HX7永嘉县不锈钢单吸阀,温州市不锈钢单吸阀,三精不锈钢单吸阀
- GYA铝合金液压安全阀,永嘉县液压安全阀,温州市液压安全阀
- GLY三精脚踏式量油孔,温州市脚踏式量油孔,永嘉县脚踏式量油孔
- HX2三精带接管呼吸阀,永嘉县带接管呼吸阀,温州市带接管呼吸阀
- QZF-89永嘉县防冻防火呼吸阀,温州市防冻防火呼吸阀,三精防冻防火呼吸阀
- GFQ-16C永嘉碳钢全天候呼吸阀,温州碳钢全天候呼吸阀,三精碳钢全天候呼吸阀
- ZGB-1-16C永嘉县碳钢波纹阻火器,温州市碳钢波纹阻火器,三精碳钢波纹阻火器
- ZFQ-1-16C,16P永嘉碳钢防爆阻火呼吸阀,温州碳钢防爆阻火呼吸阀,三精碳钢防爆阻火呼吸阀
- GZW-16C,16P永嘉县碳钢管道阻火器,温州市碳钢管道阻火器,三精碳钢管道阻火器
- HGS-07不锈钢网型阻火器,铸钢网型阻火器,法兰式网型阻火器
- JAV-I不锈钢夹套保温呼吸阀,碳钢夹套保温呼吸阀,法兰式夹套保温呼吸阀
- FZT-1铸钢阻火通气帽,不锈钢阻火通气帽,铝合金阻火通气帽
- HF-1,HF-4H,F-3乙炔阻火器,法兰式乙炔阻火器,螺纹乙炔阻火器
- ZH-I不锈钢抽屉阻火器,碳钢抽屉阻火器,法兰式抽屉阻火器
- ZGB-16C,16P不锈钢丝口阻火器,铸钢丝口阻火器,波纹丝口阻火器
- KHXF-III型带吸入接管阻火呼吸阀,法兰式吸入呼吸阀,不锈钢吸入呼吸阀
- GLY-16P不锈钢量油孔、铝合金量油孔,三精脚踏式量油孔
- HXF4-16C,16P碳钢带接管呼吸阀,不锈钢带接管呼吸阀,铝合金带接管呼吸阀
- QZF-89-16C,16P不锈钢防火呼吸阀,铝合金防火呼吸阀,国标防火呼吸阀
- GFQ-1-16C,16P,16R不锈钢全天候呼吸阀,铸钢全天候呼吸阀,法兰式储蓄罐全天候呼吸阀
- ZGB-1-16C,16P,16R不锈钢波纹阻火器,油罐车波纹阻火器,天然气波纹阻火器
- ZFQ-16C,16P,16R铸钢防爆阻火呼吸阀,不锈钢防爆阻火呼吸阀,法兰式防爆阻火呼吸阀
- GZW-1-16C,16P,16R不锈钢管道阻火器,铸钢管道阻火器,国标法兰式管道阻火器
- HGS07型网型阻火器
- GZW-1管道阻火器
- GFQ-01型全天侯呼吸阀
- ZFQ防爆阻火呼吸阀
- QZF全天候防火呼吸阀
- ZGB型丝口阻火器
- HGS07203型砾石管道阻火器
- KHXF-III型带吸入接管阻火呼吸阀
- ZH-I型抽屉阻火器
- HF-4-3乙炔阻火器
- FZT-1型阻火通气帽
- FPV-XT、FP-XT型氧气管道阻火器
- RZGB-1波纹石油储罐阻火器
- Q41F-16T黄铜法兰球阀
- GL-16T黄铜内螺纹过滤器
- Q11F黄铜锻压球阀
- 黄铜锻压过滤器
- 黄铜锻压三通放气阀
- J41W-16T黄铜法兰截止阀
- Z45W-16T黄铜法兰闸阀
- H42X-16T黄铜法兰消声止回阀
- WF41B-16T黄铜法兰水过滤器
- H44F46-10C,16C碳钢旋启式衬氟止回阀,法兰旋启式衬氟止回阀,国标旋启式衬氟止回阀
- H42F46-10C,16C铸钢立式衬氟止回阀,法兰连接衬氟止回阀,三精立式衬氟止回阀
- H41F46-10C,16C法兰连接衬氟止回阀,生产升降式衬氟止回阀,出售升降式衬氟止回阀
- FQ41F46-10C,16C国标衬氟放料球阀,法兰连接衬氟放料球阀,出售衬氟放料球阀
- G41F46-10C,16C铸钢手动衬氟隔膜阀,法兰式铸钢衬氟隔膜阀,三精生产铸钢衬氟隔膜阀
- Z41F46-10C,16C手动铸钢衬氟闸阀,法兰式铸钢衬氟闸阀,电动衬氟闸阀
- J41F46-16C手动铸钢衬氟截止阀,法兰式铸钢衬氟截止阀,三精铸钢衬氟截止阀
- D371F46-16C铸钢涡轮衬氟对夹蝶阀,永嘉县对夹式衬氟球阀,温州市对夹式衬氟蝶阀
- D341F46-16C蜗轮铸钢衬氟蝶阀,法兰式铸钢衬氟蝶阀,三精涡轮衬氟球阀
- Q41F46-16C手动铸钢衬氟球阀,法兰式铸钢衬氟球阀,三精铸钢衬氟球阀
- Q41F46衬氟球阀
- D341F46法兰式衬氟蝶阀
- D71F4衬氟蝶阀
- D371F46衬氟蝶阀
- D671F46气动衬氟蝶阀
- J41F46衬氟截止阀
- J41F4衬氟截止阀
- J44F46衬氟角式截止阀
- J45J直流式衬胶截止阀
- J41J-16衬胶截止阀
- J45F46衬氟直流截止阀
- G41F46衬氟隔膜阀
- G41F4衬氟隔膜阀
- G41J衬胶隔膜阀
- G941J电动衬胶隔膜阀
- H41F46衬氟止回阀
- H41J衬胶止回阀
- Z41F46衬氟闸阀
- ZMAP-16D气动低温调节阀
- ZJHM型气动套筒调节阀
- ZJHQ、ZJHX气动薄膜三通调节阀
- ZJHN气动薄膜双座调节阀
- ZMA(B)P型气动薄膜单座调节阀
- ZMAT气动薄膜隔膜调节阀
- ZSHR气动O型球阀
- ZSHV气动V型调节球阀
- ZTRS(ZRS-10K)气动卫生型调节阀
- ZMA-P-16D气动低温调节阀
- 气动低温调节阀
- SM-C动态平衡电动调节阀
- WM-Static铜内螺纹平衡阀
- WM105型铜动态流量平衡阀
- KPF-16法兰式平衡阀
- ZYC型自力式压差控制阀
- KPT平衡阀
- 800X压差旁通平衡阀
- KPF平衡阀
- ZL47F自力式流量平衡阀(带锁)
- SP45F、SP15F数字锁定平衡阀
- ZLF自力式平衡阀
- D930-P静态平衡阀
- 美标衬胶隔膜阀
- 球墨铸铁隔膜阀
- 衬胶直流隔膜阀
- 不锈钢卫生级隔膜阀
- 铸铁直通式隔膜阀
- 铸钢衬胶隔膜阀
- G41W不锈钢法兰隔膜阀
- G11W不锈钢丝口隔膜阀
- GM法兰连接真空隔膜阀
- G641J法兰连接气动隔膜阀
- G46J法兰连接直通式隔膜阀
- EG41J法兰连接英标隔膜阀
- G41J法兰连接隔膜阀
- G41F46-16C永嘉县铸钢衬氟隔膜阀,温州市铸钢衬氟隔膜阀,三精铸钢衬氟隔膜阀
- G6B41J温州市气动常闭式隔膜阀,永嘉县气动常闭式隔膜阀,三精气动常闭式隔膜阀
- G6K41J永嘉县气动常开式隔膜阀,温州市气动常开式隔膜阀,三精气动常开式隔膜阀
- G11W-10永嘉县铸铁内螺纹隔膜阀,温州市铸铁内螺纹隔膜阀,三精铸铁丝口隔膜阀
- G45J永嘉县直流式衬胶隔膜阀,温州市直流式衬胶隔膜阀,三精直流式衬胶隔膜阀
- EG6K41J永嘉英标气动衬胶隔膜阀,温州市英标气动衬胶隔膜阀,三精英标气动衬胶隔膜阀
- G41W永嘉县FRPP塑料隔膜阀,温州市UPVC塑料隔膜阀,三精塑料隔膜阀
- G941J永嘉县电动衬胶隔膜阀,温州市电动衬胶隔膜阀,三精电动衬胶隔膜阀
- G41J永嘉县手动铸铁衬胶隔膜阀、温州市手动铸铁衬胶隔膜阀,三精手动铸铁衬胶隔膜阀
- G46J三精直通式衬胶隔膜阀,永嘉直通式衬胶隔膜阀,温州直通式衬胶隔膜阀
- GM永嘉不锈钢高真空隔膜阀,温州不锈钢高真空隔膜阀,三精不锈钢高真空隔膜阀
- EG41J-10永嘉铸铁英标衬胶隔膜阀,温州铸铁英标衬胶隔膜阀,三精铸铁英标衬胶隔膜阀
- G49J-6,10,16手动三通衬胶隔膜阀,法兰式三通衬胶隔膜阀,国标三通衬胶隔膜阀
- G6K41J-10,G6B41J-10铸铁常开气动隔膜阀,国标常闭气动隔膜阀,法兰式国标气动隔膜阀
- G11W-6,10,16手动螺纹隔膜阀,不锈钢螺纹隔膜阀,硬密封螺纹隔膜阀
- G46J-6,10,16铸铁直流式衬胶隔膜阀,法兰式直流式衬胶隔膜阀,手动直流式衬胶隔膜阀
- EG6B41J-10,16C铸铁英标气动常开衬胶隔膜阀,法兰式英标气动隔膜阀,铸钢气动隔膜阀
- G41W-10S塑料手动隔膜阀,塑料法兰隔膜阀,FRPP塑料隔膜阀
- G941J-10,16C铸铁电动衬胶隔膜阀,国标电动衬胶隔膜阀,国标法兰式电动衬胶隔膜阀
- G41W-10,16C,16P铸铁手动衬胶隔膜阀,铸钢法兰衬胶隔膜阀,不锈钢国标手动隔膜阀
- G46J-10,16C,16P铸铁直通式衬胶隔膜阀,手动法兰直通式衬胶隔膜阀,铸钢直通式衬胶隔膜阀
- EG41J-10,16C,16P铸铁英标衬胶隔膜阀,铸钢英标衬胶隔膜阀,不锈钢英标手动衬胶隔膜阀
- SEG41W-10P,16P不锈钢卫生级隔膜阀,手动卫生级隔膜阀,法兰卫生级隔膜阀
- G6k41J气动衬胶隔膜阀 (常开式)
- EG6k41wJ英标气动常开型隔膜阀
- G941J-10电动衬胶隔膜阀
- G49J-10卫生隔膜阀
- EG6B41英标气动常闭式隔膜阀
- G6B41J常开型衬胶气动隔膜阀
- 卫生级气动隔膜阀
- G49J-10三通式衬胶隔膜阀
- G41F-6S增强聚丙烯隔膜阀
- 不锈钢衬胶隔膜阀
- G41J-10衬胶手动隔膜阀
- G46J-10直通式衬胶隔膜阀
- GM系列高真空隔膜阀
- EG41J-10英标衬胶手动隔膜阀
- G6B41J常闭式气动衬胶隔膜阀
- G49J三通不锈钢隔膜阀
- G45J-6直流式衬胶隔膜阀
- EG41W无衬里隔膜阀
- SEG41W卫生级隔膜阀
- 液位控制器
- UHZ系列磁翻柱液位计
- UQZ-55系列浮球液位计
- HG5-1364-80系列玻璃板液位计
- UQK-71系列干簧式浮球液位控制器
- HG5-1366-80反射式玻璃板液位计
- HG5-1422-81防霜液位计
- UGS(UNS)系列石英管液位计
- 透光式玻璃板液位计
公司信息
球阀阀盖铸造工艺
2013-5-23 阅读(691)
耐磨铸石球阀阀盖,材质ZG230-450,在生产加工中和装配后进行强度试验时,发现位于图1A处(以DN300球阀阀盖为例)周边存在着不同程度的缩松、缩孔现象,铸件毛坯时肉眼无法看见,而经过机械加工或强度试验后有渗水现象发生。补焊不是很好的办法,同时强度也无法保证,经济损失很大。
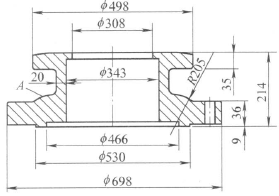
图1 球阀阀盖毛坯
1 原因分析
原浇注系统及浇注位置如图2所示。

图2 原铸造工艺
1 砂箱2 浇口3 砂芯4 冒口5 涂料层6 铸型
由于上面法兰盘小(Φ498mm×35mm),阀盖zui小壁厚20mm处壁薄,而底部的法兰盘较大(Φ698mm×36mm),以及A处存在热节,在浇注时底部大法兰及A处在zui下面,使渣排不出去,冷凝较慢,残余铸造应力较大,组织疏松。因为铸件在凝固过程中,铸钢的液态收缩和凝固收缩常在zui后凝固部位,即热节处出现缩孔和缩松。其主要原因是阀盖的大法兰盘及有A部位产生热节,散热条件差,结果是上面小法兰盘及阀盖zui小壁厚20mm处先凝固,zui后凝固区移到底部的大法兰盘及A处,造成缩孔或缩松。
2 工艺改进
改进后工艺方案如图3所示,按照均衡凝固原理,采用顶注优先,冒口靠边卧浇工艺。
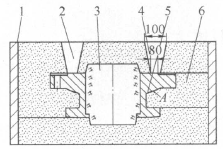
图3 改进后铸造工艺
1 砂箱2 浇口3 砂芯4 冒口5 涂料层6 铸型
具体铸造工艺改进如下:
(1)砂箱选得大一些,保证吃砂量。
(2)根据铸件形状及尺寸制造合适型模,砂型模应用前进行烘干。
(3)冒口和浇道设计成腰圆形,其高度均取H=1.3B(B为冒口宽度),以便提高冒口的补缩率。
(4)控制好浇注温度。
(5)将大法兰盘放在上面,且浇口和冒口的位置靠近热节区,为铸造创造了极为有利的顺序凝固条件,热节区得到及时的补缩。
工艺改进后,在浇注时由于上面法兰盘大,底部法兰面积小,先注入的钢液始终处于液流的前端,且温度越来越低,底部小法兰和阀盖zui小壁厚20mm处能够迅速充满,同时也有利于型腔内气体的排除。
3 应用效果
采用改进后的工艺,有效地解决阀盖A处的缩孔、缩松等缺陷,成品率稳定在97%以上,效果非常好。
