
当前位置:潍坊中能美亚环保设备有限公司>>废水处理设备>>固体悬浮物处理设备>> 大豆浸泡污水处理设备



| 处理量 | 1-50m³/h | 额定电压 | 380v |
|---|---|---|---|
| 水泵功率 | 1.5kw | 主体材质 | 碳钢 |
大豆浸泡污水处理设备:
豆腐生产工艺:风选一水洗一浸泡一煮浆一点卤一压滤一成品
豆腐生产过程中的废水排放废水水量在豆腐生产的过程中,产生大量的废水,废水主要来源于水洗、浸泡和压滤过程,另有部分冲洗水废水。各股废水的水量和浓度会随着生产工艺、产品类别、生产习惯等的不同而不同。我国的豆腐产量大,由豆腐生产而排放大量的废水,废水中的有机物污染物浓度高,对水环境污染严重,现在还没有很好的、专门化的处理技术,对此进行厌氧技术。采用厌氧为主的技术,处理豆腐废水,COD去除率高,操作管理简便,运行费用低,将是一种处理豆腐废水的选技术。
豆腐生产废水属于豆制品废水,豆制品废水处理方法有氧生物处理、好氧处理、厌氧-氧结合处理等。
一、大豆浸泡污水处理设备厌氧生物处理

豆制品废水处理的厌氧生物处理工艺有:厌氧滤床(AF)、厌氧流化床(AFB)、上流式厌氧污泥床(UASB)、折流板反应器(ABR)、两相厌氧处理工艺等。
(1)AF工艺:AF处理豆制品废水的填料主要采用软性和半软性材料,处理规模变化大,对豆制品废水具良好的去除效果。有研究指出,采用半软性的盾式填料在处理过程中不易堵塞,生物膜均匀,处理效果优于软性填料。
(2)AFB:中温条件下,AFB处理豆制品废废水的大去除负荷率达1810kgCOD•m-3d-1,当COD负荷率保持于1010kg•m-3d-1时,COD的去除效果好,达90%以上。该工艺对污染物的降解*,SS的去除率高,抗pH冲击能力强,产气率高。
(3)UASB[12~14]:这种工艺处理豆制品废水时启动过程快,易于形成颗粒化的活性污泥;稳定行时,COD去除率保持在80%的大容积负荷率达20kg•m-3d-1,产气率达到1016m3•m-3d-1,生产性规模运行时;在HRT2d,温度30~32℃条件下,容积负荷率可达515~715kg•m-3d-1,COD的总去除率达9715%,其抗冲击负荷和低pH的能力也很强。UASB处理豆制品废水有处理效率高、三相分离效果好、污泥沉降性好的优点。
(4)两相厌氧发酵工艺[15,16]:采用两相厌氧发酵工艺处理豆制品废水的研究表明,废水经过产酸器,HRT为3h,大部分有机物降解成中间产物,VFA从300mg•L-1上升到2000~3000mg•L-1;出水进入产甲烷器,不同产甲烷反应器的处理效果有所变化。以UASB为例,COD容积负荷率为1017kg•m-3d-1,HRT为28h时,COD的去除率可保持在90%。

二、大豆浸泡污水处理设备好氧处理
好氧生物处理对污染物的去除相当*,有研究指出[19],好氧方法如AB法对豆制品废水的处理效果良好;A段的COD负荷率210kg•m-3d-1左右,HRT610h,B段则分别为013kg•m-3d-1和810h,进水CODcr浓度是6000~7000mg•L-1,出水可低于200mg•L-1。目前,有的小型豆制品厂利用膜生物反应器(MBR)好氧处理此类废水,总HRT为24h,处理后的出水SS小于10mg•L-1,CODcr小于30mg•L-1,NH+42N*硝化。
三、厌氧-好氧结合处理
采用厌氧与好氧处理相结合的工艺,废水首段经过厌氧发酵,绝大部分有机污染物被降解去除,部分难降解的大分子物质也被转化成小分子中间产物;厌氧出水进入好氧段,采用活性污泥法或氧化塘法处理。
四、大豆浸泡污水处理设备气浮-UASB-SBR-砂滤-生物活性炭过滤工艺
(1)高、低浓度废水调节池分开设置,解决废水水量和水质的不均匀性问题,同时在高浓度调节池内设蒸气管,满足中温厌氧反应的要求,在混合调节池内设置预曝气设施,防止悬浮物沉淀和。
(2)在调节池前设置气浮池,将进水中的大部分悬浮物去除,防止调节池表面出现浮渣层。
(3)豆制品废水出水温度较高,极易酸化,废水排出车间后,在管道内流动的过程中即已变酸,当到达废水处理厂时,废水的pH可达到5左右。为了防止UASB反应池出现酸化现象,在UASB反应池前设置投加NaOH的装置,调整废水的pH。另外,设置废水回流设施,也可降低废水在UASB反应池内部的酸化作用,同时可改善废水在UASB反应池内的布水条件。
(4)由于SBR工艺具有运行稳定性好、抗冲击能力强,并具有防止污泥膨胀等优点,好氧部分采用了SBR工艺。
(5)豆制品废水属于高浓度有机废水,废水的可生化性好。采用气浮-UASB–SBR-砂滤-生物活性炭过滤工艺,效果良好
豆制品废水的特点是废的排放量大有机物浓度高,成分复杂。以豆腐生产为例,黄泔水COD高达20000到30000mg/L,泡豆水COD为4000到8000mg/L,洗洗涤冲洗水COD为500到1500mg/L。泡豆水的主要承认有水溶性非蛋白氮、税税苏糖、棉棉籽糖等寡糖,柠檬酸等有机酸以及水溶性维生素、矿物质等,此外,还有异黄酮等色素类物质。黄泔水的组成更为复杂,除含泡豆水的所有成分以外,还含有蛋白质(大豆清蛋白、大豆凝血素、胰胰蛋白酶抑制因子等)、氨基酸、脂类等。豆腐生产清洗用水中含有大豆清蛋白、糖类、豆渣和清洁剂等。
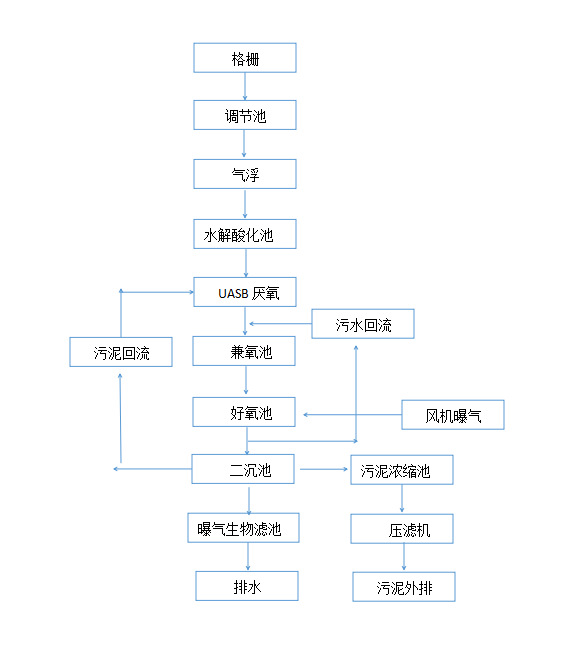
来自豆制品场的废水首*入集水井蓄积水量,废水在PH调节罐中投加PH调节剂,调整PH进行调理后,自流进入沉淀池工进行沉淀分离,污泥则排入集泥池。再利用气浮机将微小悬浮物通过物化加药方式排出系统。污水通过气浮装置以后进入释氧池中,利利用在释氧池停留时间降低水中DO值。保证水解解酸化工序的正常进行。系统配置调节酸化池的目的一是调节水量,二是废水预酸化,提提高高厌氧单元的效率。调节酸化池的废水定期用泵提升至带式压滤机」UASB反应器的布水器,以保证进入UASB反应器水质均匀、水量稳定,废水进入UASB反应器进行厌氧反应,大量去除废水的COD、BOD,将其转化为沼气。UASB反应器的出水进入絮凝反应罐,产生的沼气则经过水封罐,再再经过脱硫罐和水封罐进入气柜贮存。沼沼气通过沼气发电机进行发电,供给废水处理系统用电。
污水经过厌氧处理后,产生了大量的氨气和其它气体,为降低后续处理设施的负荷,保证处理系统氨氮达标,设置吹脱池利用空气将其吹脱。吹脱池出水自流进入配水池。配水池的废水蓄积水量后,用泵提升分配给好氧池废水在好氧进行好氧反应,利用池中好氧微生物的代谢作用将大量的有机污染物和氨氮去除,从而使废水得到了净化污泥则排入集泥池
污泥处理:固液分离机产生的干泥贮存在干泥场;集泥池污泥用泵提升至污泥浓缩罐进行初步脱水后,在送入板框压滤机进行脱水处理,分离出的干泥运至干泥场。
请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,环保在线对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。















 环保在线
环保在线